 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
Electronic Journal of Biotechnology, Vol. 5, No. 2, August, 2002 RESEARCH ARTICLE The role of Mn++ ions for high and consistent yield of citric acid in recycling fed-batch bioreactor system and its novelty on kinetic basis Sikander Ali *1, Ikram-ul-Haq2 and Javed Iqbal3 1Biotechnology Research Laboratories,
Department of Botany, Government College, Lahore, Pakistan Tel: 92 42 9211634
Fax: 92 42 7243198 E-mail: alisbiotech@yahoo.com Financial support: Pakistan Science Foundation under the project No supported the work P-GC/BIO/RES-283. Received February 13, 2002 Code Number: ej02021 Abstract The present investigation deals with a novel technique for high and consistent yield of citric acid in a fed-batch bioreactor of 9-L working volume. Five different potent cultures of Aspergillus niger were evaluated for citrate production using clarified cane-molasses as basal substrate. Among the cultures, NGGCB101 (developed by UV/chemical mutation in our labs) gave maximum production of citric acid i.e., 87.98 g/l after 6 days of mycelial inoculation. The values of kinetic parameters such as substrate consumption and product formation rates revealed the hyperproducibility of citric acid by selected Aspergillus niger NGGCB101 (LSD = 0.456, HS). The addition of MnSO4 to the culture medium promoted the formation of small rounded fluffy pellets (1.55 mm2, dia.), which are desirable for maximal citric acid productivity. During recycling fed-batch cultivation, high and consistent yield of citric acid monohydrate (128.68 g/l) was obtained when the sampling vs. substrate feeding was maintained at 4-L (44.50% working volume). The incubation period was reduced from 6 to only 2 days, making the process highly economical for citric acid production. MnSO4 at a level of 2.0 x 10-6 M, added during inoculation time optimised the commercial exploitation of molasses in recycling fed-batch cultivation system. The technique developed in the current studies is a new addition in fermentation technology due to high yields of product, recycling of the fermentation medium and fungal mycelia, low manpower and energy consumption and the use of low cost raw substrate without any additional supplementation. Keywords: agitator bioreactor, Aspergillus niger, citric acid, MnSO4, recycling fed-batch cultivation system, TCA cycle.
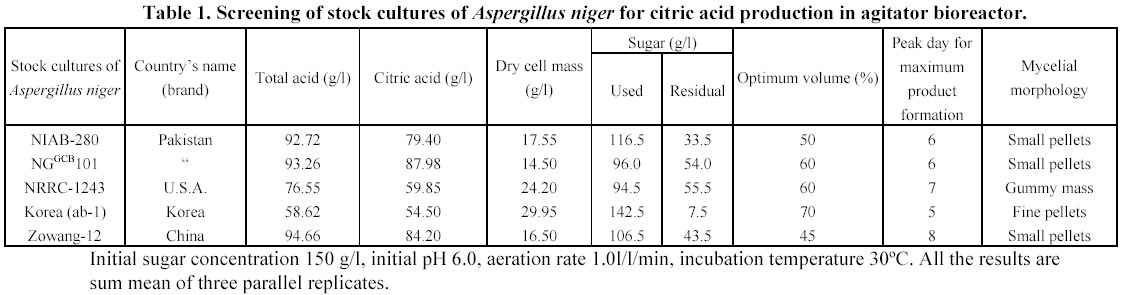
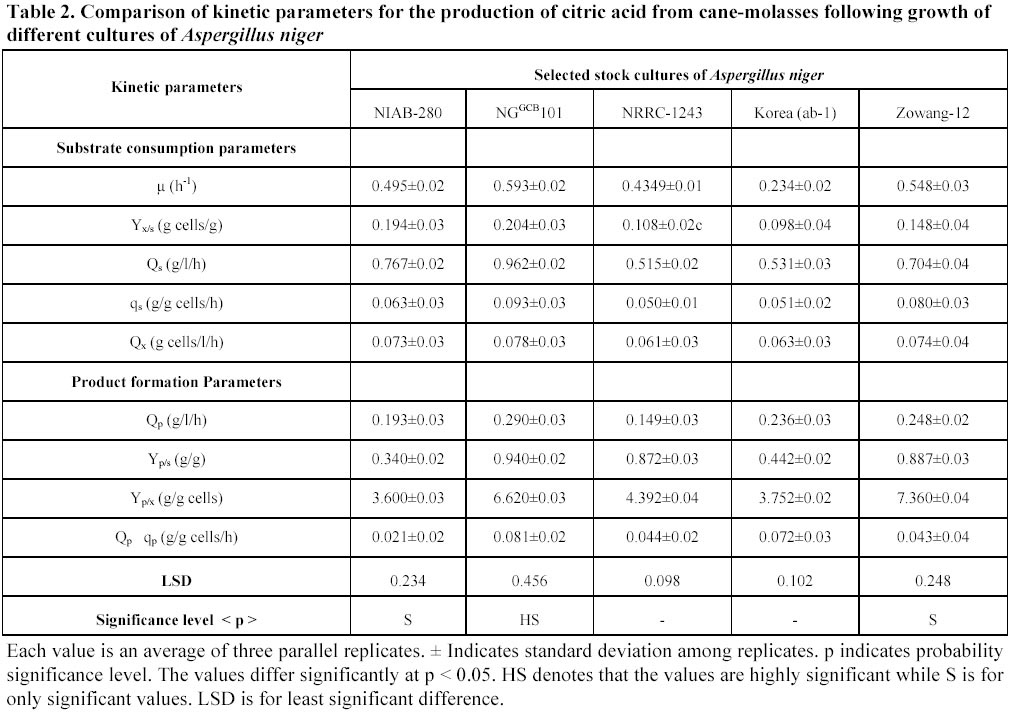
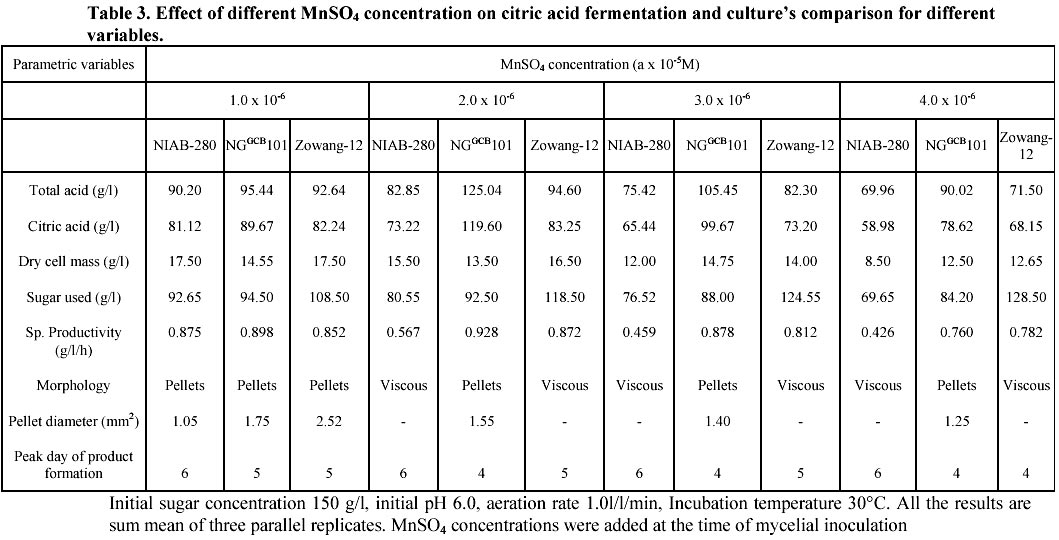
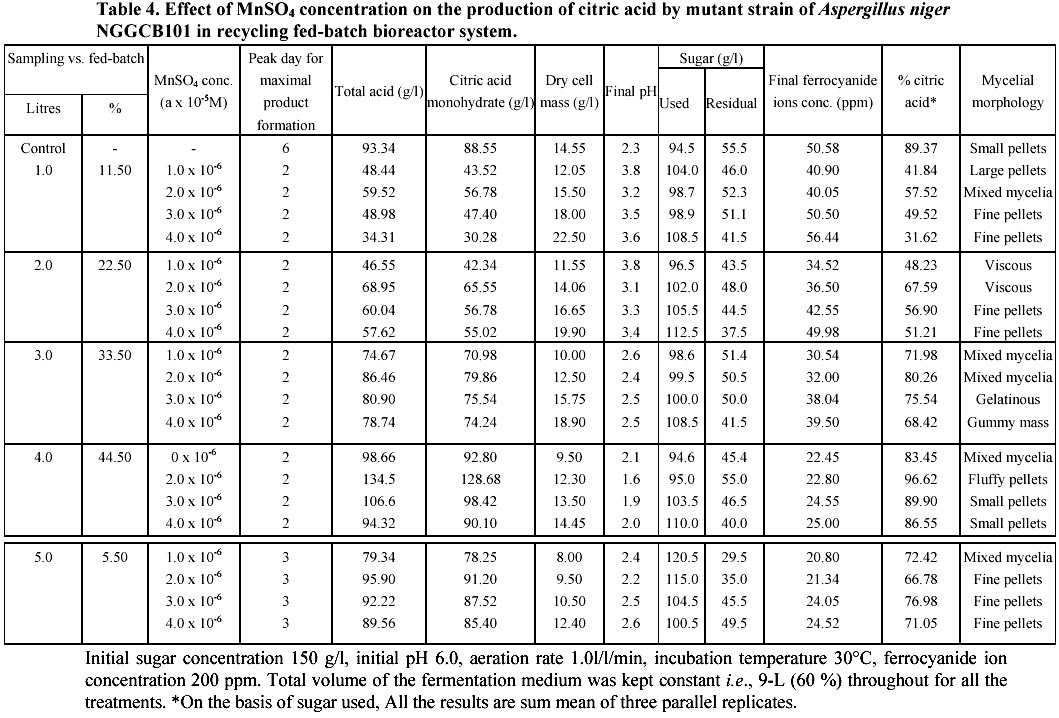
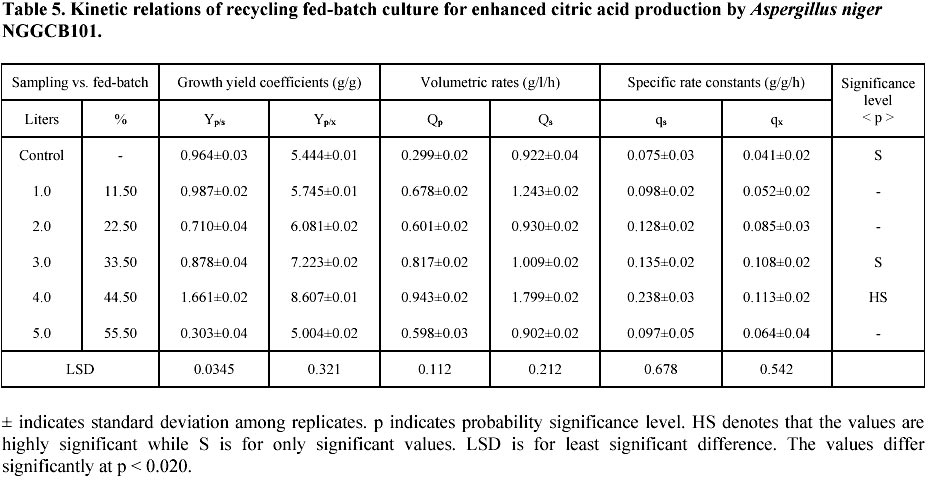
Article Citric acid is one of the most commonly used acids in the food and pharmaceutical industries on account of its high solubility, palatability and low toxicity. Although it can be extracted from citrus fruits; submerged fungal fermentation processes - notably using filamentous fungi Aspergillus niger, are principally used to produce it. However, in culturing these fungi, the growth of interlocking hyphae may result in high viscosity fermentation broths and consequently mass transfer and operational problems. For an efficient citric acid production, the growth of Aspergillus in pellet form is desirable and this can be achieved by process optimisation (Rohr, 1998; Wayman and Mattey, 2000). A number of carbon sources may be used for citric acid fermentation. For commercial reasons, the use of molasses, sucrose or glucose syrups are favoured. The use of molasses in particular is desirable because of its low cost availability. Considerable research effort has been expended in developing the citric acid production protocol (Alvarez-Vazquez et al. 2000). However, because it is a low volume, high value product, commercial profitability is dependent on keeping technical and scientific advances proprietary. Consequently, industrial developments in the citric acid production techniques are closely guarded by confidentiality agreements. Factors which affect Aspergillus growth and citric acid yields are many and may include, substrate and nitrogen concentrations, initial pH, dissolved oxygen and cation (especially Fe+2, Mn+2 and Cu+2) levels of the medium (Ali et al. 2001). Citric acid is produced during trophophase as a metabolic product of the tricarboxylic acid cycle and the carbon entering the cycle is generally converted into biomass, metabolic energy and CO2. Only a few small amounts would accumulate as citric acid under balanced growth. The main mechanism of accumulation is the manipulation of medium constituents and growth conditions (Torres and Kubicek, 1999). Several efforts were made to integrate the core of this knowledge in highly structured dynamical models. However, no recent attempts are reported about to gain insight through macroscopic and energetic strategies, despite of some early precedents (Rohr et al. 1987; Kubicek et al. 1994). The availability of kinetic information under representative physiological conditions is usually scarce particularly in the case of palletised fungi such as Aspergillus. Recently, we have developed protocols for citric acid production as a future bioprocessing laboratory process. For this, five different industrial strains of Aspergillus niger were compared for citric acid production, biomass formation and substrate utilization on the basis of kinetic relation in a recycling fed-batch bioreactor set up. Addition of Mn+2 ions in citrate broth of fed-batch culture not only remarkably enhanced citric acid production but also reduced the incubation period, thus making the process highly economical. High and consistent yield of citric acid and its kinetic status in recycling fed-batch cultivation by adding MnSO4 to the culture medium devised it as a novel technique for a commercial citric acid production. Materials and Methods Organisms and maintenance. Five different hyper-cultures of Aspergillus niger (national and international) were used in the present study (Table 1) and are compared for higher citrate productivity in a agitated bioreactor equipped with cross baffles. The cultures were maintained on sterilized potato dextrose agar medium (BDH, Germany), pH 4.8. The slants of Aspergillus niger were stored at 5ºC in the refrigerator. All the culture media, unless otherwise stated, were sterilized at 15 lbs/inch2 pressure (121ºC) for 15 minutes. Vegetative inoculum. Hundred ml of pre-treated molasses medium (Sugar 15%, pH 6.0) containing glass beads (1.2 mm2 dia. and 15-20 in number), in 1-L cotton wool plugged Erlenmeyer flask, was sterilized. A small amount of conidia from the slant culture was aseptically transferred with the help of an inoculating needle into the sterilized molasses medium. The flask was incubated at 30ºC in an incubator shaker (Gallenkamp, UK) at 200 rpm for 24 hours. Ultraviolet and chemical mutation. The conidia of Aspergillus niger were UV-irradiated following the method of Haq et al. 2001. The cell suspension was treated with N-methyl N-nitro N-nitroso guanidine (NG) according to the procedure of Roy and Das, 1977.Clarification of molasses. Cane molasses obtained from Chunian Sugar Mills (Pakistan) was clarified according to the method of Panda et al. 1984. After pre-treatment, the sugar content was maintained at 15% (w/v) and stored at 15ºC in an amber colour bottle. Fermentation technique. A stainless steel fermentor (New Brunswick, USA) of 15 L capacity using a working volume of 9 L was employed for citric acid fermentation. The fermentation medium consisted of (g/l); clarified cane molasses 300.0 (sugar 15%), K4Fe(CN)6 200 ppm at pH 6.0. The vegetative inoculum was transferred to the production medium at a rate of 4% (v/v) based on total working volume of the fermentation medium. The incubation temperature was kept at 30 ± 1ºC throughout the fermentation period of 144 hours. Agitation speed of the stirrer was kept at 200 rpm and aeration rate was maintained at 1.0 l/l/min. Sterilized silicone oil (antifoam AE-II) was used to control the foaming problem during fermentation. Recycling fed-batch cultivation system. The sampling vs. fed-batch was changed from 1.0-5.0 litres (11.50-55.50%). The samples were taken, after every 24 hours until citric acid production reached maximum. Same amount of sterilized molasses medium was regularly added in the working vessel whenever the samples were withdrawn. The mycelia were recycled from the sample withdrawn. Assay methods. ‘Mycelial dry weight’ was determined according to Haq and Daud, 1995. ‘Sugar’ was estimated spectrophotometrically using the DNS method (Tasun et al. 1970). A UV/VIS scanning spectrophotometer (Cecil-700 series, UK) was used for measuring colour intensity. ‘Anhydrous citric acid’ was estimated using pyridine-acetic anhydride method as reported by Marrier and Boulet, 1958. Residual K4Fe(CN)6 was determined using the method of Marrier and Clark, 1962. For this,transferred an aliquot (maximum 5 ml) of sample solution, diluted standard ferrocyanide solution containing 5.80 µg of ferrocyanide ion or water (blank) into a spectrophotometer cell. Two ml of 50% citric acid solution and 1.0 ml of ferric chloride reagent were added. The contents were mixed thoroughly, set aside for 60 to 90 minutes at room temperature and measured the optical density at 690 nm. To correct for dark colour of molasses, transferred a duplicate aliquot sample solution to another colorimeter tube and continued as described above, but substituted one ml of water for ferric chloride solution. Subtracted the optical density of this sample measured against a normally prepared reagent blank from that of the test solution. HPLC analysis. Perkins Elmer HPLC system (Isocratic high performance chromatography system, USA) with universal C18-column (acetone/butanol as mobile phase) was employed to determine the peak for citric acid purity and its stability on time scale (1.5 min), following the procedures of Rohr et al. 1987. Kinetic parametric study and statistical tests. The kinetics of the research work was studied (Pirt, 1975) and the treatment effects were compared after Snedecor and Cochran, 1980. Significance has been presented as Duncan multiple ranges in the form of probability (< p >) values. Results and Discussion Any non-trial optimisation design could only be accomplished from a consistent picture of the mycelial physiology. In this work, we have made progress on the understanding of the biochemical basis of the citric acid producing strain of Aspergillus niger using afed-batch cultivation system. This optimisation would imply the improvement of both, the citric acid synthesis and excretion rate. For citric acid fermentation, trace elements such as copper, managanese, iron, zinc and molybdenum are needed in ppm for optimum growth (Netik et al. 1997), but the concentration will depend on the carbon source used and temperature of incubation. The data in Table 1 show the screening of the best available stock cultures of Aspergillus niger for citric acid production in an agitator bioreactor. The range of citric acid was 54.50-87.98 g/l. The culture NGGCB101 (developed by UV/Chemical mutation in our labs) gave maximum yield of the product (87.98 g/l) followed by Zowang-12 (84.20 g/l) and NIAB-280 (79.40 g/l), respectively. Comparison of kinetic relations (substrate consumption and product formation parameters) for citric acid fermentation from clarified cane-molasses following growth of Aspergillus niger cultures is presented in Table 2. The highest specific growth rate i.e., m = 0.593±0.02 h-1 was obtained with Aspergillus niger strain NGGCB101. On the basis of comparison of kinetic parameters, it was found that all the values of substrate consumption rates (Yx/s, Qs, Qx and qs) and product formation coefficients (Qp, qp, Yp/s and Yp/x) for NGGCB101 were higher than the other strains. The value of least significant difference (LSD = 0.456) is highly significant. The work is comparable with Hess et al. 2000 and more encouraging than many of the previous workers (Haq and Daud, 1995; Torres and Kubicek, 1999; Ali et al. 2001). Delgado and Liao, 1997 described that the increase of mycelial formation in the medium; caused a reduction in the yield of citric acid. In batch-wise fermentation, the production of citric acid starts after a lag phase of 24 hours and reaches a maximum at the onset of stationary or death phase (Table 3). The addition of MnSO4 (2.0 x 10-6M) in the medium was found to be economical, especially when the culture of Aspergillus niger NGGCB101 was used as the organism of choice. This might be related to the high yield of citric acid and reduction in incubation period (6 to 4 days). Small rounded pellets having 1.55 mm2 diameter are found desirable for maximum specific productivity (i.e., 0.928 g/l/h). The rest of cultures did show encouraging results with Mn++ ions addition in the broth culture. The Mn++ resulted in the presence within the cell of proteases, which degrade cellular proteins releasing free NH4 ions that can play a vital role in citrate accumulation. This causes a decrease in intracellular proteins and nucleic acids, thus more molasses carbon go into TCA cycle to promote citrate accumulation and retard cellular biomass. However, Kisser et al. 1980 pointed out that Cu reduces the effect of Fe, as it is an antagonist of Mn ion uptake. The data in Table 4 reveals the effect of MnSO4 concentration on the production of citric acid by mutant strain of Aspergillus niger NGGCB101 under recycling fed-batch culturing. Control gave 88.55 g/l citric acid monohydrate, 144h after inoculation. Maximum amount of citric acid was achieved after 48 h of incubation when sampling vs. fed-batch was maintained at 4.0 L (44.50%) with the addition of 2.0 x 10-6 M MnSO4. Thus, adding same amount of MnSO4 but recycling the medium and reusing of mycelia through fed-batch culture in agitator bioreactor reduced the incubation period from 6 to 4 days with Mn++ ions and then 4 to only 2 days. Final pH of the fermented broth was recorded to be 1.6. The dry cell mass and sugar consumption was 12.30 and 95.0 g/l, respectively. Mycelial morphology was in the form of small round fluffy pellets. High and consistent citric acid yield is directly related to pellet formation, which allows good mixing and mass transfer. Conidia trap each other and form a core around which hyphae develop (Pirt, 1975). Round uniform fluffy loose pellets (1.55 mm2, diameter) and short stubby lateral hyphae with swollen tips gave better citric acid production. From the data, it is evident that in fed-batch culture citric acid production is 1.68 fold higher than the control. Hence, the process is economically feasible for commercial exploitation due to consistent and high yield of citric acid monohydrate (Table 4). The low energy consumption, raw material’s use without supplementing costly mineral nutrients and less manpower involved in recycling fed-batch technique, make the process suitable for setting up an industrial plant (Haq et al. 2001). Legisa and Mattey, 1988 have patented a continuous multistage process for citric acid production. In this process, culture medium was added at a rate providing for its complete replacement in 24 h. The influence coefficient of the medium was kept at 4%. Therefore, our finding is not in agreement with the study of these workers. The kinetic relations of recycling fed-batch culture for enhanced citric acid production by Aspergillus niger NGGCB101 are given in Table 5. The maximum values of growth yield coefficients (Yp/s and Yp/x in g/g), volumetric rates (Qp and Qs in g/l/h) and specific rate constants (qs and qx in g/g/l) were obtained when sampling vs. fed-batch was maintained at 4.0-L, supplemented with 2.0 x 10-6 M MnSO4 during the time of inoculation. The value of LSD for Qp (i.e., 0.112) justify that the specific technique is highly significant for citric acid production. Concluding Remarks Owing to the steadily increasing demand of citric acid for industrial purpose, its manufacture from molasses has proven to be of great importance to the sugar industry. Stability of the citric acid market and price range make it one of the most stable commodities that can be produced from molasses. The present investigation constitutes an attempt to design optimisation strategies for citric acid production rate in A. niger by integrating a framework of relevant aspects of the A. niger physiology. In this regard, the most noticeable finding was the addition of 2.0 ´ 10-6 M MnSO4 in a recycling fed-batch bioreactor system and remarkably higher yield of citric acid. The value of product yield coefficient (i.e., 1.661±0.02 g/g) of Aspergillus niger NGGCB101 was highly significant (LSD>0.0340). By increasing glucose uptake rate, decreasing biosynthesis of polyols and fluxes diverting mass (Fx) in TCA cycle, this strain can be well exploited for commercial production of citric acid. References
Note: EJB Electronic Journal of Biotechnology is not responsible if on-line references cited on manuscripts are not available any more after the date of publication. Supported by UNESCO / MIRCEN network © 2002 by Universidad Católica de Valparaíso -- Chile The following images related to this document are available:Photo images[ej02021t4.jpg] [ej02021t5.jpg] [ej02021t2.jpg] [ej02021t3.jpg] [ej02021t1.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}