 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
Electronic Journal of Biotechnology, Vol. 5, No. 2, August, 2002 Citric acid fermentation by mutant strain of Aspergillus niger GCMC-7using molasses based medium Ikram-ul-Haq *1, Sikander Ali2, Qadeer, M.A.3 and Javed Iqbal4
1Biotechnology Research Laboratories, Department of
Botany, Faculty of Sciences, Government College, Lahore, Pakistan Tel: 92 42 9211634
Fax: 92 42 7243198 E-mail: ikrhaq@yahoo.com
Financial support: This work formed a part of research report of the project PSF/GC-Bio (283), Pakistan Science Foundation, Islamabad. Received
December 4, 2001 Code Number: ej02023 Abstract Citric acid fermentation of cane-molasses by submerged fermentation in 15 L stirred fermentor (working volume 9 L) was carried out. A hyper mutant strain of Aspergillus niger GCMC-7 was used in the present study which was obtained from the culture collection of our own labs. Ferrocyanide treated molasses [K4Fe(CN)6 200 ppm] medium containing sugar 150 g/l was employed as the basal fermentation medium. Different cultural conditions such as incubation temperature (30ºC), initial pH (6.0), air supply (1.0 l-1l-1min), agitation intensity (200 rpm) and time profile (144 h after inoculation) were optimised for enhanced citric acid production. Maximum amount of anhydrous citric acid obtained during the course of study was 106.65 g/l, with a sugar consumption of 107 g/l. Final pH, ferrocyanide concentration and dry cell mass were 2.1, 60 ppm and 16.5 g/l, respectively. Keywords: Aspergillus niger, cane-molasses, citric acid, fermentation, mutant strain, production of citric acid. Article Citric acid i.e., 2-hydroxy 1,2,3 propane tricarboxylic acid (CH2COOH.COH.COOH.CH2COOH) is ubiquitous in nature and exists as an intermediate in the citric acid cycle when carbohydrates are oxidized to carbon dioxide. Citric acid is solid at room temperature, melts at 153ºC and decomposes at higher temperatures into other products (Rajoka et al. 1998). It is responsible for the tart taste of various fruits in which it occurs, i.e. lemons, limes, figs, oranges, pineapples, pears and goose-berries. Citric acid can be recovered from its calcium salt by adding sulfuric acid (Anon, 1975). It is non-toxic and easily oxidized in the human body. Because of its high solubility, palatability and low toxicity, it can be used in food, biochemical and pharmaceutical industries. These uses have placed greater stress on increased citric acid production and search for more efficient fermentation process. The worldwide demand of citric acid is about 6.0 x 105 tons per year and it is bound to increase day by day (Ali et al. 2001). The production of citric acid by Aspergillus niger is one of the most commercially utilized examples of fungal overflow metabolism. Many microorganisms such as fungi and bacteria can produce citric acid. The various fungi, which have been found to accumulate citric acid in their culture media, include strains of Aspergillus niger, A. awamori, Penicillium restrictum, Trichoderma viride, Mucor piriformis and Yarrowia lipolytica (Arzumanov et al. 2000). But Aspergillus niger remained the organism of choice for the production of citric acid. The mutant strains might show several fold increase in citrate production as compared to wild-type cultures (Mattey and Allan, 1990; Ali et al. 2001). Although the surface culture process is still being used, most of the newly built plants have adopted the submerged fermentation process. Kamal et al. (1999) reported the effect of oxygen transfer rate on the citric acid production by Aspergillus niger under submerged fermentation. In submerged fermentor, either purified compressed air or oxygen along with agitation is used (Moreira et al. 1996). Molasses is a desirable raw material for citric acid fermentation because of its availability and relatively low price. Incubation temperature plays an important role in the production of citric acid. Temperature between 25-30ºC was usually employed for culturing of Aspergillus niger but temperature above 35ºC was inhibitory to citric acid formation because of the increased the production of by-product acids and also inhibition of culture development. Sanjay and Sharma, 1994 reported that citric acid production by Aspergillus niger is sensitive to the initial pH of the fermentation medium. The maximum production of citric acid (6.5%) was obtained at pH 5.4 in molasses medium. The appropriate pH is important for the progress and successful termination of fermentation. Arzumanov et al. 2000 reported that the citric acid produced by Aspergillus niger is extremely sensitive to trace metals present in molasses. The trace metals such as iron, zinc, copper, manganese present a critical problem in submerged fermentation. The organisms need major elements such as carbon, nitrogen, phosphorus and sulphur in addition to various trace elements for growth and citric acid production. The present work is concerned with the optimisation of cultural conditions for enhanced production of citric acid by mutant strain of Aspergillus niger GCMC-7 in stirred fermentor. Materials and Methods Organism and culture maintenance. The mutant strain of Aspergillus niger GCMC-7 was used for citric acid fermentation. It was obtained from the culture collection of Biotechnology Research Labs., Government College Lahore, Pakistan. The culture was maintained on 4.0% sterilized potato dextrose agar medium (BDH Germany), pH 4.8. The slant cultures of Aspergillus niger were stored at 5ºC in the refrigerator. All the culture media, unless otherwise stated, were sterilized at 121ºC (15 lbs/inch2 pressure) for 15 minutes. Vegetative inoculum. Hundred ml of molasses medium (Sugar 15%, pH 6.0) containing silica gel chips (0.75 mm dia) in 1.0 L cotton wool plugged Erlenmeyer flask, was sterilized. Small amount of conidia from the slant was aseptically transferred with the help of inoculating needle. The flask was incubated at 30ºC in a rotary incubator shaker (Gallenkamp, UK ) at 300 rpm for 24 h. Clarification of molasses. Cane molasses obtained from Chunian Sugar Mills (pvt) Ltd., Pakistan was clarified according to the method of Panda et al. 1984. After neutralization with calcium hydroxide solution (1.55%), the sugar concentration was maintained at different required levels. The clarified cane-molasses was kept under dark in a sterilized UV-chamber (Perkins Elmer, USA). Fermentation technique. A laboratory scale stainless steel stirred fermentor (0012 M1E, New Brunswic, USA) of 15 L capacity with working volume of 9 L was used for citric acid fermentation. The fermentation medium consisting; clarified cane molasses 300.0 (sugar 15%), K4Fe(CN)6 200 ppm at an appropriate initial pH. The vegetative inoculum was transferred to the production medium at a rate of 5% (v/v) based on total working volume of the fermentation medium. The incubation temperature was varied during different batches. Air supply was maintained at different levels from an aeration pump (MLK5, Pak. Made). Necessary agitation intensity was also maintained. Sterilized silicone oil (Antifoam AE-11, Merck, Germany) was used to control the foaming during fermentation. All the experiments were run parallel in triplicates. Assay methods. Mycelial dry weight was determined according to the procedure of Haq and Daud, 1995. Sugar was estimated spectrophotometrically by DNS method (Tasun et al. 1970). A UV/VIS scanning spectrophotometer (Cecil-700 series, UK) was used for measuring colour intensity at required wavelength. Anhydrous citric acid was estimated using pyridine-acetic anhydride method as reported by Marrier and Boulet, 1958. The statistical analyses (Spss-10, version-4, The Netherlands) were based on Duncan’s multiple range tests (Panda et al. 1984). Standard deviation was calculated for three different parallel replicates and was presented in the form of standard error bars. Results and Discussion A
successful process depends both on an appropriate strain and optimisation of fermentation
parameters. In the present work, cultural conditions such as sugar concentration,
time profile of citric acid synthesis, incubation temperature, initial pH, agitation
intensity and air supply were optimised by a mutant strain of Aspergillus niger
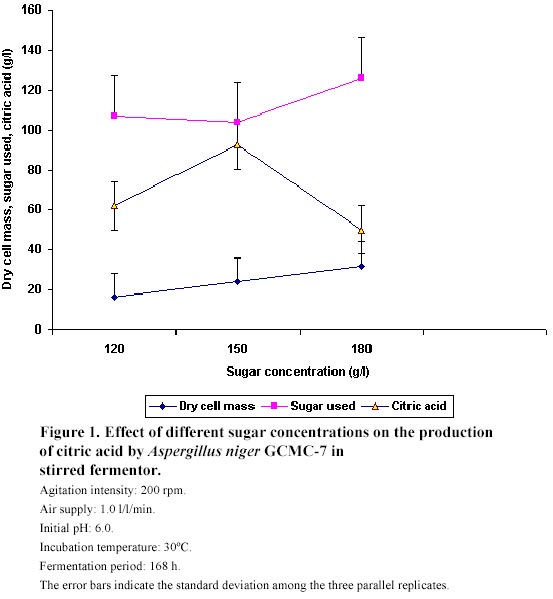
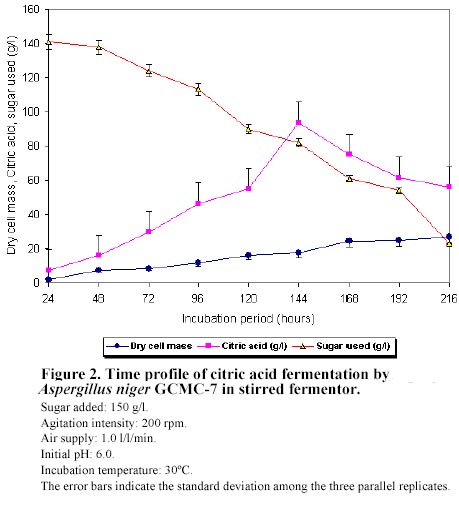
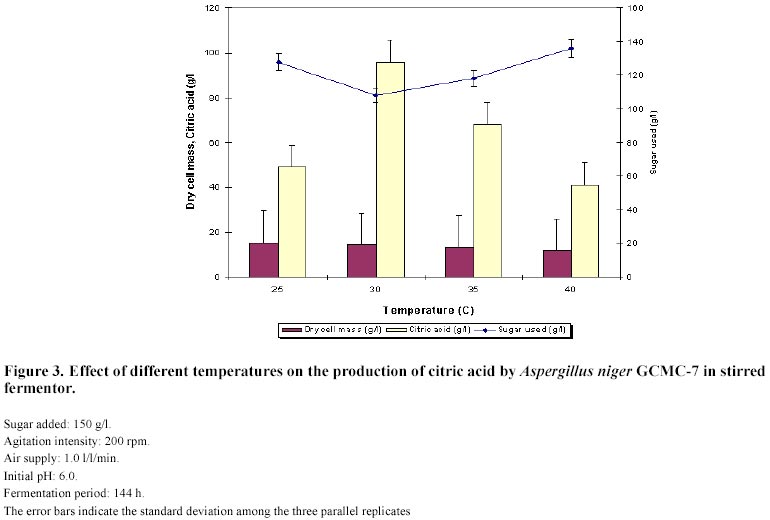
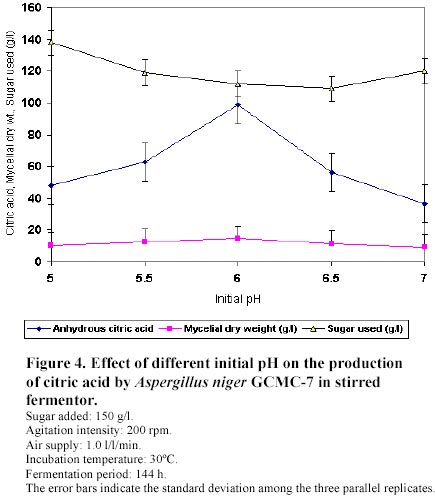
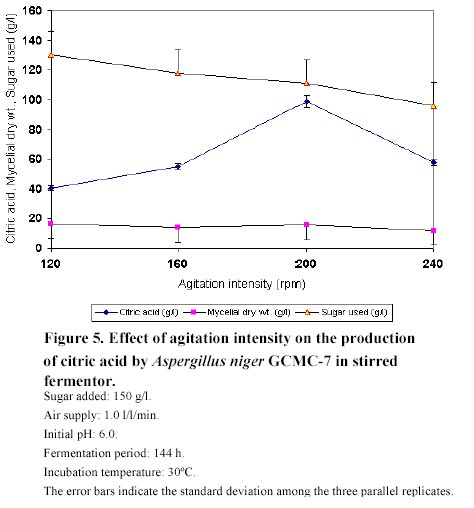
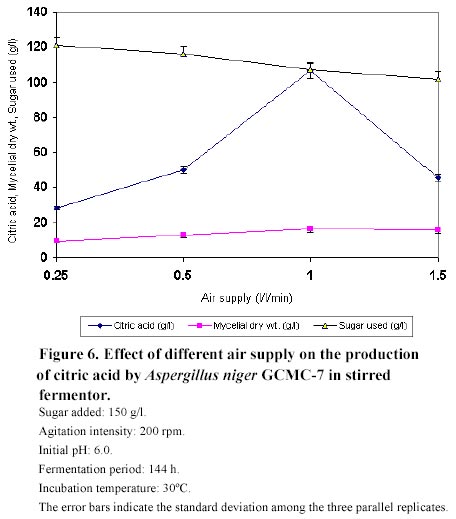
GCMC-7 in a laboratory scale stirred fermentor. Sugar concentration The effect of different sugar concentrations (120-180 g/l) on citric acid production by Aspergillus niger was carried out (Figure 1). The maximum amount of citric acid (92.50 g/l) was obtained in the medium containing 150 g/l sugar. The consumption of sugar and dry mycelial weight were 104 and 24.0 g/l, respectively. The initial sugar concentration has been found to determine the amount of citric acid produced by filamentous fungi Aspergillus niger. Reduction in citric acid formation was observed when the sugar concentration of molasses was increased. It may be due to the over growth of the mycelium, which resulted in increased viscosity of the medium. Mattey and Allan, 1990 described that with the increase of mycelial formation in the medium, there was reduction in the yield of citric acid. Pazouki et al. 2000 pointed out that a sugar concentration higher than 16-18% leads to greater amount of residual sugars, making the process uneconomical; while a lower sugar concentration leads to lower yields of citric acid due to the accumulation of oxalic acid in the culture broth. Time profile of citric acid fermentation Figure 2 shows the time profile of citric acid fermentation by Aspergillus niger. The fermentation was carried out for 216 h. Citric acid production of 7.5 g/l was observed after 24 h and it reached a maximum of 93.62 g/l after 144 h of incubation. The sugar consumption and dry mycelial weight obtained after 144 h were 113 and 17.5 g/l, respectively. The optimum time of incubation for maximal citric acid production varies both with the organism and fermentation conditions. In batch-wise fermentation of citric acid, the production starts after a lag phase of one day and reached maximum at the onset of stationary phase or late exponential phase. Further increase in incubation period did not enhance citric acid production. It may be due to the age of fungi and depletion of sugar contents in the culture broth (Arzumanov et al. 2000). Vergano et al. 1996 reported the maximum yield of citric acid i.e., 64.12 g/l, 7 days after the inoculation. So our finding is more significant as compared to previous workers because reduction of the incubation period reduced the cost of citric acid production. Incubation temperature The production of citric acid by Aspergillus niger at different temperatures (25-40ºC) was carried out in the fermentor (Figure 3). Maximum production of citric acid (95.80 g/l) was obtained when the temperature of the medium was maintained at 30ºC. The sugar consumption was 108 g/l while dry mycelial weight was 14.5 g/l. The temperature of fermentation medium is one of the critical factors that have direct effect on the production of citric acid. When the temperature of medium was low, the enzyme activity was also low, giving no significant impact on the enhancement of citric acid production. But when the temperature of medium was increased above 30ºC, the biosynthesis of citric acid was decreased. It may be due to that the high temperature can cause denaturation of enzyme citrate synthase and accumulation of other by-products such as oxalic acid and enzyme catabolite repression (Panda et al. 1984). A temperature of 40ºC is most favourable for oxalic acid production while citric acid accumulation completely inhibits at this temperature (Hang and Woodams, 1998). Initial pH Figure 4 shows the effect of different initial pH (5.0-7.0) on the production of citric acid. Maximum amount of citric acid (98.92 g/l) was achieved when the initial pH of fermentation medium was kept at 6.0. The sugar consumption was 112 g/l while dry mycelial weight was 14.5 g/l. When the pH was further increased from 6.0, the production of citric acid decreased, gradually. The maintenance of a favourable pH is very essential for the successful fermentation of citric acid. Decrease in pH caused reduction in citric acid production. At low initial pH, the ferrocyanide ions may be more toxic for the growth of mycelium in the medium. This finding is an agreement with the observations of Pessoa et al. 1982. A higher initial pH leads to the accumulation of oxalic acid as reported by Shadafza et al. 1976. In addition, low pH of cane-molasses has been found inhibitory for the growth of A. niger. Agitation intensity and air supplyThe effect of different agitation rates (120-240 rpm) and aeration rates (0.25-1.5 ll-1min-1) on citric acid production by Aspergillus niger was carried out (Figure 5 and Figure 6). The maximum amount of citric acid (106.65 g/l) produced when the agitation intensity and aeration rate was kept at 200 rpm and 1.0 ll-1min-1, respectively. It may be due to that proper aeration and agitation are necessary to ensure an appropriate oxygen supply and to maintain DO levels in the stirred fermentor. The sugar consumption and dry mycelial weight were 107 and 16.5 g/l, respectively. Similar type of findings has also been reported by other workers (Dawson et al. 1986; Sanjay and Sharma, 1994). The degree of agitation and aeration depends upon the organism, the medium composition and the size of fermentor. Normally the oxygen demand of a fermenting culture is so high that the amount of oxygen in a saturated aqueous medium is inadequate (Sanjay and Sharma, 1994). Wieczorek and Brauer, 1998 determined the effect of air on citric acid production by A. niger in 5 L jar fermentor. The effective aeration was found to be 3.0x10-6 moles O2/ml/min, with about 6.88% yield of citric acid on the basis of sugar used. Hence, our finding (10.66%) is more encouraging than the previous workers. Concluding Remarks Cultural conditions for citric acid production by fungi vary from strain to strain and also depend on the type of process. The optimisation of cultural conditions is the key for high and consistent yields of metabolites like citric acid. In the present study, the mutant strain of Aspergillus niger GCMC-7 supported maximum production of citric acid (106.65 g/l) without supplements which is substantial. The addition of nitrogen sources and minerals like calcium and phosphate may further increase the production of citric acid, as required for an industrial process. References
Note: EJB Electronic Journal of Biotechnology is not responsible if on-line references cited on manuscripts are not available any more after the date of publication. Supported by UNESCO / MIRCEN network © 2002 by Universidad Católica de Valparaíso -- Chile The following images related to this document are available:Photo images[ej02023f5.jpg] [ej02023f4.jpg] [ej02023f3.jpg] [ej02023f1.jpg] [ej02023f6.jpg] [ej02023f2.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}