 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
Electronic Journal of Biotechnology, Vol. 8, No.1, April, 2005 RESEARCH ARTICLE Sucrose hydrolysis catalyzed by auto-immobilized invertase into intact cells of Cladosporium cladosporioides Ana Cláudia Santana de Almeida1, Luciares Costa de Araújo2, Andressa Mendes Costa3, César Augusto Moraes de Abreu4, Maria Alice Gomes de Andrade Lima5, Maria de Los Angeles Perez Fernandez Palha*6 1Departamento de Engenharia Química,Universidade Federal
de Pernambuco, Cidade Universitária, P.O. BOX: 50670-901, Recife, Pernambuco,
Brasil, Tel: 55 81 32710095, Fax: 55 81 32710095, E-mail: anacsa@chesf.gov.br Financial support: CNPq (Conselho Nacional
de Desenvolvimento Científico
e Tecnológico).
Received March 8, 2004 / Accepted December 7, 2004 Code Number: ej05008 ABSTRACT The enzyme known as invertase (E.C. 3.2.1.26 – β-D-fructofuranosidase)
catalyzes the sucrose hydrolysis producing an equimolar mixture of glucose
and fructose named inverted sugar. The fungus Cladosporium cladosporioides has
invertase as its constituent. Hence, its use as a natural immobilized support
for the invertase produces interesting results for the enzyme. The present
work has the objective of determining the optimum operational conditions
of auto-immobilized invertase, as well as its kinetic parameters (KM and
Vmax). A complete 23 factorial planning was done for
the evaluation of such parameters. Temperature, pH and agitation level were
the studied variables. The hydrolysis percentage was the monitored result.
Batch tests in optimum conditions were done to determine the kinetic parameters.
Temperature of Keywords: Cladosporium cladosporioides, factorial planning, invertase. The sucrose is a natural sweetener, traditionally, used in human nourishment due to its pleasant taste, nutritious value and low cost production. The sugar cane is one of the most important sucrose sources, containing until 20% wt sucrose (Glazer and Nikaido, 1995). Sucrose hydrolysis produces a fructose and glucose equimolar mixture named inverted sugar, which has higher edulcorant power. The inverted sugar is incorporated more easily in industrial preparations and has more added value than sucrose (Chou and Jasovsky, 1993). Even though the Brazilian sucrose production is the largest in the world, its production of inverted sugar is not sufficient for the Brazilian demand. However, due to the sucrose low market value, the research on methods to produce inverted sugar from sugarcane sucrose has increased in interest. Acid and enzymatic hydrolysis have been identified as chemical and biochemical ways to sucrose inversion (disaccharide) into glucose and fructose (soluble monosaccharide). The acidity produced in the acid hydrolysis may be caused by an acid direct action (homogeneous hydrolysis) or a H+ cationic resin liberation (heterogeneous hydrolysis). Homogeneous hydrolysis is an economic process, in which the acid to be chosen depends on the final product compatibility. However, syrups obtained in this process are highly coloured due to the extreme reaction conditions (pH and temperature) (Arruda and Vitole, 1999). On the other hand, the acidity promoted by cationic resin can cause sugar loss through degradation, leading to hydrometil furfural formation (HMF) causing the syrup to be coloured. The heterogeneous hydrolysis catalyzed by invertase produces a high quality product with low ashes, colour and containing HMF (Rodrigues et al. 2000). The high cost of invertase production process, together with the low process extraction yield and purification have been limiting factors for the use of enzymatic hydrolysis in industrial processes. However microorganisms do not release the produced enzyme to the medium, keeping it jointed to periplasmic cell space. Therefore, the biomass utilization of fungus Cladosporium cladosporioides, as a natural support for invertase (auto-immobilization), is a low cost technology with good results. This offers great operational stability to the enzyme, allowing it to be reused without significant activity losses (Coutinho Filho et al. 1999; Costaglioli et al. 1997). The bioprocess production of inverted sugar, as any other biotechnological process, is very complex due to the number of variables involved. Hence, a balanced environment with optimum temperature, pH, agitation and aeration is necessary to reach a good productivity (Blanch and Clark, 1997). The factorial planning technique allows the correlation between the independent variables and dependent ones by a minimum number of assays. This is a technique used on studies that involve different variables. Factorial planning method associated to a response surface analysis is the statistic tool based theory. It gives reliable information on the process, minimizes empirism, which involves trial and error techniques (Neto et al.1995). By this planning technique, it is possible to evaluate the independent variables influence on the dependent variables, as well as the interaction between both. An appropriate probabilistic model was obtained using the variance analysis. This model allows determining the independent variables values to optimize the bioprocess performance (Rodrigues et al. 2000). Hence, this work objective is to apply the factorial planning method to determine the optimum conditions to sucrose enzymatic hydrolyses, using the auto-immobilized enzyme in the fungus Cladosporium cladosporioides cellular mass, and to determine the kinetic parameters KM and Vmax. MATERIALS AND METHODS Microorganism and culture conditions Cladosporium cladosporioides strain URM 4331 was obtained
from the culture collection of the Mycology Department of the Universidade
Federal de Pernambuco, Brazil. The culture was stored refrigerated in a
Potato Dextrose Agar medium containing (g/l): potato infusion dehydrated, 4.0;
dextrose, 20.0 and agar, 15.0 and chopped every 30 days. Its fungi form can
be observed in Figure 1a. To observe the fungus growth,
there were inoculated approximately 106 conidia in 250 ml-erlenmeyers
flasks containing 100 ml of the semisynthetic medium Czapeck. The composition
of this medium was (g/l): NaNO3, 3.0; KCl, 0.5; MgSO4∙7H2O,
0.5; FeSO4∙7H2O, 0.01; K2HPO4,
1.0; Sucrose, 30.0. The fungus grew under a constant 300 rpm agitation, at
ambient temperature of 28 ± Hydrolysis process optimization The enzymatic hydrolysis experiments were carried out in discontinued
systems (batch system), with and without agitation, using substrate solutions
of sucrose (50 g/l of concentration) prepared using a buffer solution consisting
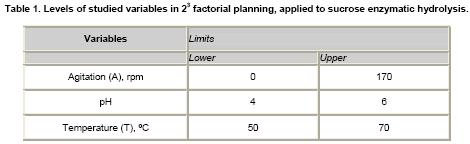
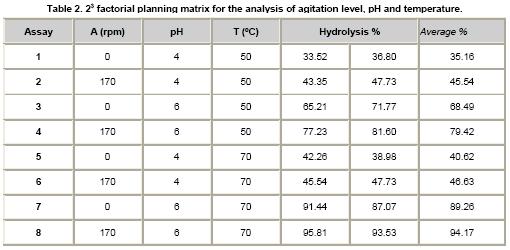
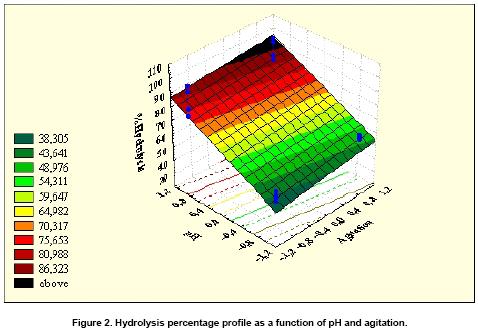
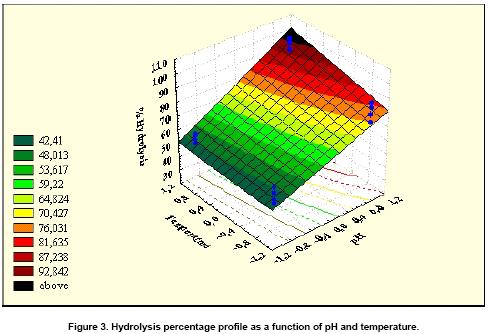
of sodium acetate For the sucrose hydrolysis process optimization, a complete factorial planning in three levels (23) was applied, totalizing eight assays, in duplicates, done at random. Table 1 illustrates the values of temperature, pH and agitation (in rpm) used in the experiments. The experiments were monitored by the hydrolysis percentage. This percentage was calculated using the following formula: Hydrolysis Percentage = [TRS]/So x 100% in which TRS is the Total Reductant Sugar (glucose + fructose), in mmol; and, So is the initial sucrose concentration, in mmol. The reductant sugar measurement (glucose and fructose) was done by DNSA method (Acid Dinitrosalicilic). This method is a variation of the original one (Miller, 1959). According to this method, the reductant sugar reduces DNSA, which produces forming orangeish colour complexes, which can be quantified by spectrofotometry in the 540 nm band. A standard curve containing glucose allows the association of absorbance with the concentration of hydrolysis reaction products. The kinetics of the auto-immobilized invertase was analyzed by the initial reaction rate method, according to Michaelis-Menten kinetic model. The parameters Vmax and KM were determined, using the optimal experiment conditions. As invertase is auto-immobilized in the fungus, it was necessary to determine the fungi mass concentration that optimizes the hydrolysis process. Previous studies have shown that the best concentration for the process is 100 g/l. The kinetic tests were done in batch reactor, under optimum conditions obtained from factorial planning. The auto-immobilized enzyme was incubated into different sucrose concentrations (20, 40, 60, 80, 100, 200, 300, 400, 500 and 600 g/l) during three hours. Samples were collected in intervals of 20 min to measure the TRS content. The reaction rate for each experiment was calculated using V = [TRS]/t in which V is the reaction rate, given in mmol/min; and, t is the time reaction, given in minutes. RESULTS AND DISCUSSION Hydrolysis process optimization Table 2 presents the hydrolysis assays conditions for 23 factorial planning, as well as the results obtained. The results were given in terms of hydrolysis percentage. According to this table, during assay 1, the process variables (agitation, pH and temperature) were used at their lowest values, resulting in 35.16% hydrolysis conversion. However, when process variables were used in their highest levels (assay 8), a 94.17% hydrolysis conversion were obtained. The main effects of each process variable, and the ones that resulted due to the interaction among them, were calculated using the software Statistic for Windows version 5.0. The results are presented on the Table 3. According to this table, every variable is significant and has positive effects, i.e., for the studied conditions, the highest value of these variables favours the hydrolysis process. It can be noted that when pH increases from 4 to 6, there
is an average gain of 40.84% in the hydrolysis percentage. This result suggests
that microbiological enzymes are more active in this pH interval what makes
the cells feasible. However, for the auto-immobilized invertase in Cladosporium
cladosporioides cells, the maximum activity occurs when the pH is around
6, as it can be observed in the Figure It is also observed that when the temperature increases from Also, it was noted that due to agitation there was an increase in activity of approximately 8%. This increase in activity is caused by the reduction of the mass transfer resistance due a greater liquid-solid surface contact. However, the agitation during the hydrolysis reaction does not influence hydrolysis as much as the other variables. For the Saccharomyces cerevisiae yeast invertase, the
optimum pH occurs in the 3.5 to 6.0 interval. However, for Pichia and Torulospora,
it depends on the substrate concentration and buffer used (Rodriguez
et al. 1995; Oda and Tonomura, 1994). For Candida
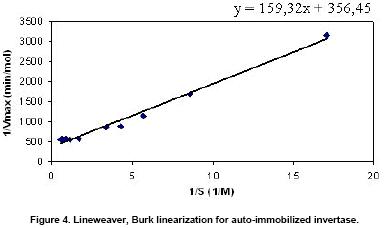
utilis, at pH 5.5, the range of optimum temperature was 60- Kinetic parameters determination (KM and Vmax) The kinetic parameters of enzymatic reaction were calculated
by the Lineweaver-Burk linerization using the Michaelis-Menten kinetic model.
For the auto-immobilized enzyme it was obtained a KM of CONCLUDING REMARKS The factorial planning led to the identification of the variables
with more influence in the sucrose hydrolysis process by the enzymatic route.
The optimum operational condition was: temperature of For the kinetics applied of the auto-immobilized invertase in the fungus Cladosporium cladosporioides, the Michaelis-Menten kinetic model represents satisfactorily this enzyme behaviour. The value of KM obtained for auto-immobilized enzyme was higher than those for soluble ones mentioned in literature. This result can be related to the mass transport resistance imposed by cellular structure, which does not occur with the soluble invertase. In spite of the diffusive limitations of cellular structure, the cell acts as the immobilization support of the enzyme. This immobilization seems to improve the invertase operational stability which justifies the use of these cells in industrial bioreactors instead of the soluble invertase. REFERENCES
Supported by UNESCO / MIRCEN network © 2005 by Pontificia Universidad Católica de Valparaíso -- Chile The following images related to this document are available:Photo images[ej05008t1.jpg] [ej05008f2.jpg] [ej05008f4.jpg] [ej05008f3.jpg] [ej05008f1.jpg] [ej05008t3.jpg] [ej05008t2.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}