 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
International Journal of Environmental Research, Vol. 1, No. 4, 2007, pp.302-306 Economic Evaluation of Soil Remediation Using Supercritical Fluid Shams-Hagani, Z.1, Soltanali, S.2*, Binner, M. L.3 1Department of Environmental Engineering, Science and Research Campus,IAU, Tehran, Iran *Corresponding author: Email-sssoltan@gmail.com Received 15 March 2007; Revised 20 June 2007; Accepted 30 July 2007 Code Number: er07040 ABSTRACT Supercritical fluid extraction (SCFE) is a soil remediation technology. At present, only a few companies are using from this method, all of which are technical based on conventional methods of extraction such as soilex solvent extraction. Because of the hard enforcement of environmental conservation law, using green technology seems imperative. This paper endeavors to carry out the feasibility studies of supercritical fluid extraction units for such as purpose. It also analyzes the cost and benefit of these processes in industrial scale and presents an economical approach for this purpose. If compared to other remediation processes, the supercritical CO2 extraction (whit CO2 recycling) shows relevant economical advantages. Key words: supercritical fluid, feasibility study, operating cost, naphthalene, contaminants INTRODUCTION Among the organic contaminants, oil and coal refineries are responsible for several cases of soil contamination with Polycyclic Aromatic Hydrocarbons (PAHs).The PAHs are a family of compounds formed by two or more aromatic rings of carbon atoms linked together. Among the PAHs, naphthalene is the simplest molecule, formed by two rings only. Studies from many authors (Andersson, et al., 2001; Canet, et al., 2001; Khodadoust, et al., 2000) refer to contamination by PAHs at former gas work plant areas with concentration values ranging from tens or hundreds of ppm up to 3.0×106 ppm at a site near Bedford (Khodadoust, et al., 2000). There are many techniques available for soil decontamination, all of them having some advantages and disadvantages (Castelo-Grande and Barbosa, 2003). Supercritical fluid extraction (SCFE) is a technique that presents some important and unique advantages over the other decontamination processes, among which we stand out the low impact in the structure of soil and on the environment. In the 1970’s, due to the energy crisis, the interest in supercritical extraction has increased a tendency that continues until nowadays, mainly due to environmental concerns. SCFs are particularly good solvents because their capacity for dissolving substances is close to that of the liquids, but their viscosity and diffusion coefficient are close to the gases, thus improving the transport and mass transfer characteristics of these fluids. Furthermore, since the surface tension of SCFs is equal to zero, these fluids are particularly suitable for the extraction of substances from solid matrices, such as soil. Another advantage in the use of SCFs is the possibility of changing their dissolving power by changing the pressure and/or temperature of the fluid, thus allowing the fractional extraction and separation of solutes, and the complete recovery of the solvent by simple pressure adjustments. Of all the SCFs that have been studied, carbon dioxide (CO2 ) is the most commonly used because of its low critical temperature (TC = 304.2 K) and pressure (PC = 7.39 MPa) (Castelo-Grand and Barbosa, 2003), non-toxicity, availability and low cost. Pressure above its critical point (Medina, et al., 1998) is used as the extracting solvent (Tavlarides, et al., 2000). SCFs are particularly good solvents because their capacity for dissolving substances is close to that of the liquids, but their viscosity and diffusion coefficients are close to those of the gases, this improve the transport and mass transfer characteristics of these fluid. The supercritical extraction with CO2 has been successfully applied to the removal of a variety of contaminants from soils, even the most persistent to treat, such as PBCs and PAHs. MATERIALS & METHODS The naphthalene used in this study has a purity of 99%. The soil type was determined by sieving it by mean of sieves with different mashes. The composition of the soil used for the contaminationdecontamination process has the following characteristics:
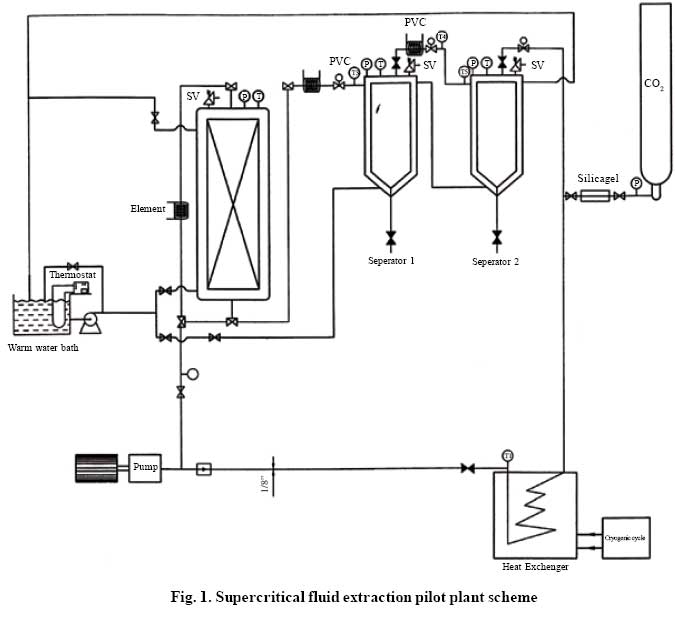
Acetone was used for soil spiking, because the solvent has to solve the naphthalene easily. Toluene was used for naphthalene collection. SCFE units typically consist of at least two extractors, a series of separators for separating extracts from solvent a reservoir to receive the recycled CO2, a heater to maintain operating temperature, stainless steel extraction cell whit a volume of 2 liter, and a compressing piston pump. The apparatus used to carry out our experimental study is schematically shown in Fig.1. This apparatus can operate under pressure up to 45 MPa, and temperatures ranging from 278 to 3730 K. In a SCFE unit, the cost consists of two groups; first, direct or variable costs, which depends directly on production rate and includes the cost of purchasing and preparing the raw material, labor, CO2 supply, utility, and transportation. Second is the fixed cost that consists of depreciation, plant overhead, administrative cost, tax, and insurance. Most chemical process industries (CPI) facilities are automated to some degree, many in fact, requires little or no operator attention. Nevertheless, at least some personnel are needed during each shift to monitor the control instrumentation and make periodic process-area walk- through, and perform other routine tasks. The following straightforward equationcanbe used to estimate the process operating labor cost (CL) in dollars per year: CL= (L) (H/8) (PL) Where: L= operating labor hours per shift The cost of maintaining process equipment varies considerably according to the equipment type, age and condition, the geographical location, and the severity of service. As with the operating labor requirements, the best sources of maintenance cost data are facility databases. In the ideal situation, a well designed and previously installed computerized Maintenance Management System (CMMS) has consistently, accurately and thoroughly accounted for the hours worked by each maintenance employee; it similarly has accounted for the maintenance materials costs, as well as the cost of maintenance contracts (Singer, 2002). In many situations, however, the engineer charged with making a direct operating cost estimate does not have a CMMS to draw upon. In these cases, he or she must either predict the amount of maintenance labor and the materials the facility will require, or estimate the total maintenance cost as a percentage of the facility’s total capital investment (TCI), CM= (M) TCI Where: The total raw materials cost (“CRMi) is simply the sum of the individual raw materials: “ CRMi =“QRMi PRMi Where: PRMi= price of Raw Material i ($/ unit). Every process consumes electricity and one o rmore other kinds of utilities. Motors, heaters,instrumentation and other equipment requireelectricity. In general, the cost of each utility(CUi) is the product of its annual consumption (QU, units/ year) and its price (PU, $/ unit): CUi = QUi PUi The total utilities cost is the sum of the individualutility expenditures. The operating supplies are 15% of maintenancecost. Fixed cost is independent of production quantity. Total fixed cost is about 14% of total originalinvestment. RESULTS & DISCUSSIONSThe cost related to soil decontamination by supercritical CO2 extraction can be divided into fixed costs and variable costs. The variable costs are direct function of the operating conditions, while thefixed costs mainly relate to theinvestment for the extraction time. In general, such costs vary, as any of the parameters is modified, within the range allowed by the extraction plant design. The design parameters for a supercritical extraction (SCFE) plant, suitable for recovery of soil with an initial concentration up to 6000 ppm, are summarized in Table 1. Table 1. Design parameters for supercritical CO2 extraction plant
Table 3. Fixed costs for supercritical extraction process
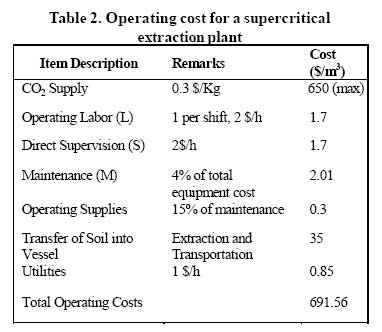
Table 2. Summarize the operating cost for supercritical extraction plant based on the design parameters of Table 1. The fixed costs refer to the capital costs for the extraction plant construction, plus the administrative costs and other costs not directly dependent from the operating conditions. Cost calculations for the extraction vessel and the pump are base on the data (Peters and Timmerhaus, 2003). The total fixed costs (Table 3) obtained by calculating the equipment depreciation over 15 years, plus the administrative costs and the plant overhead (heating, light, rent, etc). The equipment depreciation calculated on the hypothesis of 16 h/day, 300 day/year plant operation (Montero, et al., 1996). The total cost for naphthalene soil remediation, with an initial contaminant concentration of 6000 ppm, is equal to: Total cost =Variable costs + Fixed costs = 691.56 + 21.36 = 712.92 $/m3. The CO2 supply cost, equal to 650 $/m3, represents 94% of the total cost. Table 4. Comparison of the soil remediation costs of differentmethods
The introduction of a CO2 recycling step would largely reduce this cost. For instance, if 90% of the CO2used is recovered (for instance by adsorption of the impurities on active carbon) and recycled, the CO2 supply cost would be reduced to 65 $/m3. The introduction of recycling step requires suitable equipment in the extraction plant, which would increase the fixed costs. The total cost calculation would therefore is modified as follows: Total Cost (with CO2 recycling) = 106.56 + 32.04 = 138.6 $/m3 If compared to other remediation processes (Table 4), the supercritical CO2 extraction shows relevant economical advantages. CONCLUSIONThe results obtained indicate the supercritical CO2 extraction as an adequate and cost effective method for naphthalene removal from contaminated soils. In particular, remediation costs as low as 139 $/m3 make the process very competitive compared to more traditional methods, such as land filling, solvent extraction or biological remediation. The CO2 supply cost represents 91% of the total cost. The introduction of a CO2 recycling step would largely reduce this cost. ACKNOWLEDGMENT The authors are grateful to Professor Shariaty-Niasar in Transport Phenomena & Nanotechnology Lab., University of Tehran for helping in all parts of our work. REFERENCES
Copyright 2007 - Graduate Faculty of Environment University of Tehran The following images related to this document are available:Photo images[er07040f1.jpg] [er07040t4.jpg] [er07040t3.jpg] [er07040t2.jpg] [er07040t1.jpg] |
| |||||||||

{kind=link}
{kind=link}