 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
International Journal of Environmental Research, Vol. 3, No. 4, 2009, pp. 569-574 Optimization studies in an Inverse Fluidized Bed Bioreactor for Starch Wastewater Treatment Rajasimman, M.* and Karthikeyan, C. Environmental Engineering Laboratory, Department of Chemical Engineering,
Annamalai
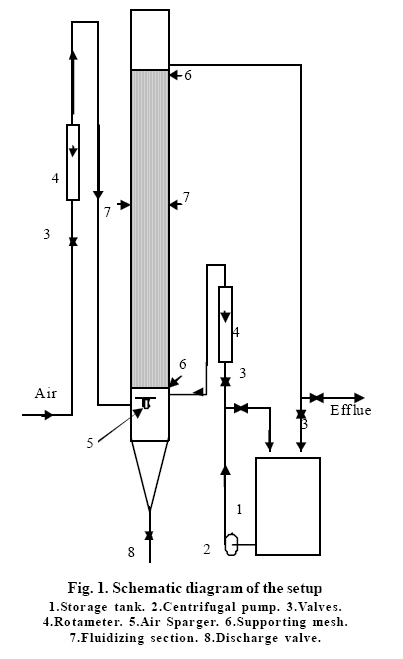
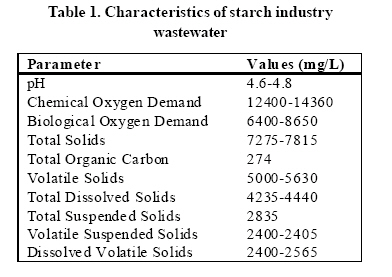
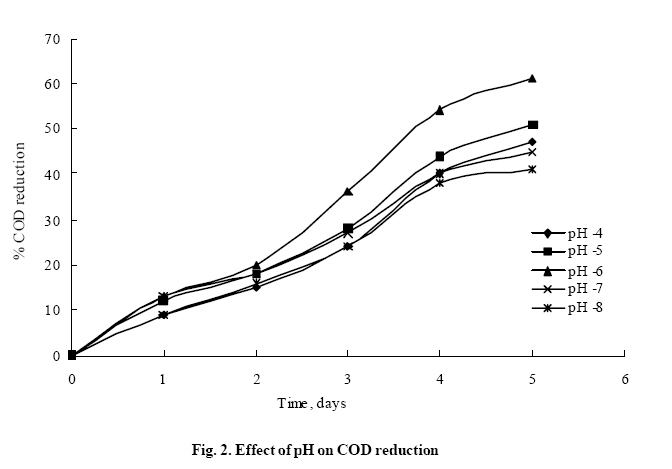
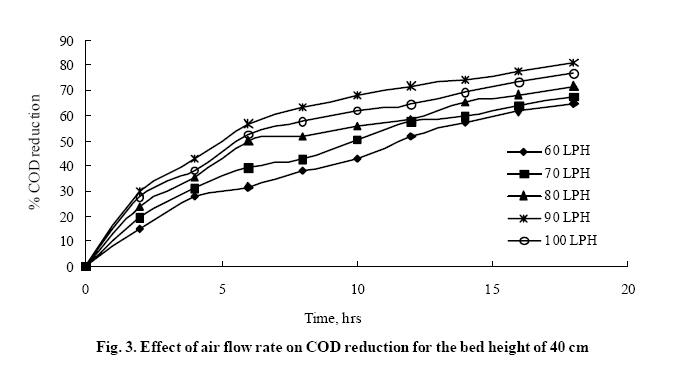
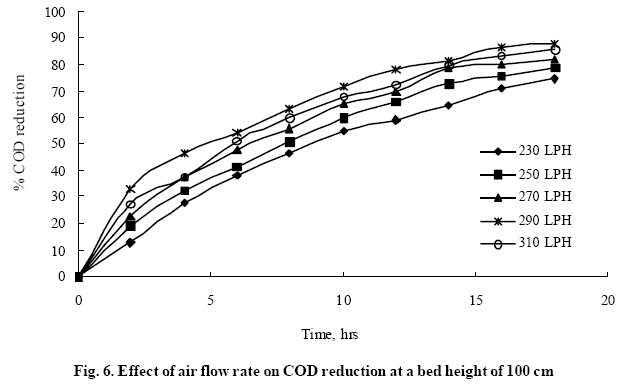
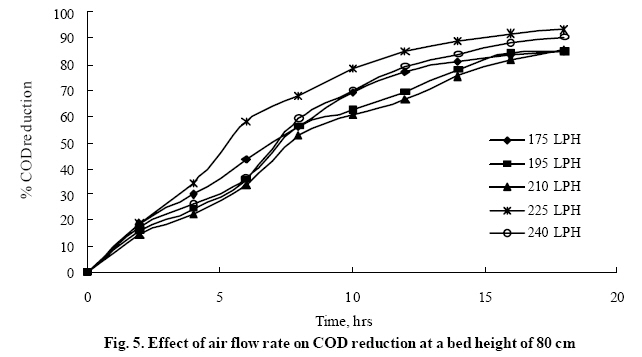
University, Annamalai Nagar - 608002, Tamilnadu, India Received 14 April 2008; Revised 17 Dec. 2008; Accepted 13 Jan. 2009 Code Number: er09062 ABSTRACT A solid – liquid –gas, multiphase reactor, called Inverse Fluidized Bed Bioreactor (IFBBR) was used in this study for the treatment of starch industry wastewater of high organic content and acidic nature. Mixed culture obtained from the sludge, taken from starch industry effluent treatment plant, was used as microorganisms. Experiments were carried out in an Inverse fluidized bed bioreactor, after the formation of biofilm on the surface of low-density particles (Density = 870 kg/m3). Degradation was studied by varying the initial bed height i.e., 40, 60, 80 and 100cm and for various gas flow rates for each initial bed height. From the results it was observed that a maximum COD removal of 94.3% and BOD removal of 81% were achieved in this reactor. It occurs when the bed height is 80 cm for the airflow rate 225 LPH. It was also observed that 70% removal of total solids. Key words: Inverse fluidization, Starch, Multiphase reactor, Low density particles, Bed height INTRODUCTIONDuring the last few years, the application of fluidization in the field of biotechnology has increased considerably (Fan et al., 1989). The main application of fluidization principle is in the field of environmental biotechnology (Nasrollahzadeh et al., 2007; Zinatizadeh et al., 2007). Fluidized bed bioreactor has several advantages over other conventional reactors for the treatment of wastewater (Sokol, 2001). Inverse fluidized bed reactor is a new multiphase gas-liquid-solid reactor. The difference between ordinary and inverse fluidization is in the density of solid particles used. In the case of ordinary fluidization, density of solid particles is greater than the liquid, whereas in inverse fluidization it is less than the liquid used. Inverse fluidization can be achieved by two ways, (i) by counter current flow of liquid and gas where liquid is passed from the top of the reactor and (ii) by co current up flow of gas and liquid from the bottom of the reactor. There were several studies on hydrodynamics (Karamanev et al., 1992; Velan et al., 1998; Lee et al., 2000, Rajasimman and Karthikeyan, 2005) and mass transfer aspects of inverse fluidization (Fan et al., 1990; Nikolov et al., 2000). This bioreactor is successfully used for ferrous iron oxidation by Thiobacillus ferrooxidans (Nikolov and Karamanev, 1987). But only a few articles have been published in the application of inverse fluidized bed bioreactor on wastewater treatment (Karamanev and Nikolov, 1987, 1996; Garcia- Calderon et al., 1998; Buffiere et al., 2000; Ocheing et al., 2002). The limited application of fluidization in industries is due to the control of biofilm thickness. In inverse fluidization, the control of biofilm thickness is achieved within a narrow range and it was found that this bioreactor is more efficient when used for biological aerobic wastewater treatment (Nikolov and Karamanev, 1987). Cassava is one of the world’s most important staple food crops. The industrial uses of starch and starch products are numerous. In the international trade cassava enjoys a good position as raw material for compound animal feed, mostly in two basic forms of processing, namely cassava chips and cassava pellets (Ghosh et al., 1988). The wastewaters generated from cassava industries are highly organic and acidic in nature. Several authors have reported the physical methods, chemical methods of treatment and anaerobic digestion of starch industry wastewater (Nandy and kaul, 1994, Karthikeyan and Sabarathinam 2002). Only a few articles (Ayyasamy et al., 2002, Rajasimman and Karthikeyan 2004) are available on degradation of starch effluent by aerobic microbes and hence this work focus on the treatment of the starch industry wastewater by aerobic microorganisms in inverse fluidized bed bioreactor. Experiments were carried out by varying the initial bed height and airflow rate to the bioreactor. MATERIALS & METHODS The schematic diagram of the apparatus is shown in (Fig. 1). The column was made of Perspex had the dimensions of 9.2mm internal diameter, 1.6 m height with a conical bottom and a wall thickness of 3 mm. The air was introduced by means of a sparger, located just below the supporting mesh, which helps in uniform mixing. Airflow rate is measured by a rotameter and a valve is used to control the flow rate. The reactor is monitored for pH and it is maintained by the addition of acid or base as required. The biomass support particles were made of polypropylene of density 870 kg/m3 and irregular in shape with more surface area (390m2/m3). It requires a low gas velocity for being expanded. The reactor was filled with the supporting material to give 40cm initial bed height from the supporting mesh for the first case and then it is varied to give 60cm, 80cm, and 100cm. The substrate is a raw industrial starch wastewater without any minerals.The inoculums were prepared from the sludge taken from the starch industry effluent treatment plant. It is introduced into the reactor along with the biomass support particles and substrate, to start the growth of microorganisms on the surface of supporting materials. Air was supplied at a rate of 60 LPH, which is sufficient for biomass growth, and the pH is maintained between 5.9-6.1. The set up was left for 20 days with aeration in order to enhance microbial film formation on the support material. After the completion of film formation, the liquid medium inside the reactor is withdrawn leaving the biomass-laden particles. Then the substrate is pumped into the reactor and air was supplied at the same rate. Experiments were carried out in a semi continuous mode i.e., air was supplied continuously and liquid was introduced batch wise at the beginning of experiments. After attaining constant biomass loading, the wastewater was pumped into the reactor. Air was supplied with a flow rate equal to that of the aeration used for the growth of microbes. Every two hours the value of COD was noted with continued aeration for 20 hours. Then the flow rate of air was varied and COD reduction was observed for all the flow rates. The above procedure is repeated for various bed heights i.e., 60, 80 and 100 cm. At the end of experiments the values of BOD and solids were also noted. RESULTS & DISCUSSIONTable 1 shows the characteristics of the starch industry effluent, it is observed that it is highly acidic in nature and has high organic content and solids. Batch studies were conducted to find out the optimum pH for the degradation of starch wastewater by varying the pH. Various pHs i.e., 4,5,6,7 and 8 were tried and the COD reduction for the respective pH values were observed and shown in Fig. 2. From the studies pH range of 6.0 was found to be optimum where maximum COD reduction occurs and it was maintained in the reactor. From (figs. 3 & 6). it was observed that the percentage of COD reduction depends on time, air velocity and bed height. From (Fig. 3). it was observed that the percentage of COD reduction increases with time and airflow rate. It is due to the excess supply of oxygen to the biomass. Beyond that flow rate it reaches the critical velocity i.e., the particles settles down and hence the reduction in COD decreases. For the airflow rate smaller than 60 LPH, oxygen was the limiting parameter for the growth and for greater flow rates other factors determines the reduction in COD. Experiments were carried out for various bed heights and for different airflow rates and the results are shown from figs. 3, 4, 5, 6. It is observed that with increase in bed height, minimum air velocity also increases. With increase in bed height, the COD reduction also increases and reaches a maximum of 94.3% at a bed height of 80 cm for the flow rate 225 LPH and then decreases beyond 80 cm initial bed height i.e. after critical bed height. This is probably due to the low oxygen diffusion resulting from very high bed heights. CONCLUSION The experiments were conducted in an inverse fluidized bed bioreactor at different bed heights and at various airflow rates. It was found that the reduction of COD depends on the time, bed height and air flow rate. For a given time and air flow rate, reduction in COD initially increased, and then decreased with an increase in bed height, attaining the largest value at 80 cm. Similarly, for a particular bed height, reduction in COD initially increased, and then decreased with an increase in air flow rate. The maximum COD reduction of 94.3 % occurs at a bed height of 80cm and the airflow rate of 225 LPH. Thus, these values of bed height and airflow rate are the optimal operating parameters for the inverse fluidized bed bioreactor when used in starch wastewater treatment. It is also observed that there is a reduction of 81% BOD and 70% total solids at the optimized condition. ACKNOWLEDGEMENTSThe authors wish to express their gratitude for the support extended by the authorities of Annamalai University, Annamalai Nagar, India in carrying out the research work in Environmental Engineering laboratory, Department of Chemical Engineering. REFERENCES
Copyright 2009 - International Journal of Environmental Research The following images related to this document are available:Photo images[er09062f6.jpg] [er09062f1.jpg] [er09062f4.jpg] [er09062f2.jpg] [er09062t1.jpg] [er09062f5.jpg] [er09062f3.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}