 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
The Journal of Food Technology in Africa, Vol. 7, Jan-Mar, 2002 pp. 21-23 A Comparison of Some Properties of Vat-Heated and Dry Skim Milk Powder Fortified Set Yoghurts P.G. Bille* and E.L. Keya University of Namibia Department of Food Science and Technology, P/Bag 13301,
Windhoek Namibia. Code Number: ft02006 Abstract
Some properties, namely; viscosity, flavour, acidity, texture, aroma and palatability of cultured yoghurt made from milk previously heated to 90°C for 30 minutes in a Vat were studied and the results compared to those of yoghurt fortified by addition of dry skim milk powder. The results showed no significant difference (P < 0.05) between the two types of yoghurt regarding viscosity, and syneresis during the first 4 days, after which the yoghurt fortified with dry skim milk powder, tended to whey off, becoming grainy in texture, declining in viscosity and developing high acidity (2.0 to 2.5 % LA). A t-test analysis (p < 0.05) indicated that the two kinds of yoghurt were similar on average. Panellists however, found the fortified yoghurt harsher and inferior in flavour. Sensory evaluation indicated that on average, the unfortified sample of yoghurt made from milk preheated to 90O C for 30 minutes was superior. Besides, the cost of adding extra solids to the fortified yoghurt made it 4.5% more expensive which was discouraging to the ordinary consumers. Introduction Yoghurt is one of the well known and most popular fermented dairy products in the developing countries today. It is thirst quenching, nutritious and is considered to have therapeutic value in human diet (Kosikowski and Mistry,1997). However, yoghurt is very notorious for its spoilage, especially in the development of harsh - acidic flavour and in thinning (low viscosity), when processing parameters, handling and cooling are not in control. For example, lack of cooling facilities in most developing world has a severe impact on yoghurt industries and this has to some extent discouraged attempts to increase yoghurt production and availability to the increasing populations of many developing countries. The high prices of yoghurt also prohibit and deprive most of the prospective low income consumers from making use of this delicious and nutritious milk product. In order to make yoghurt processing attractive and the product affordable, quite a number of process manipulations have been adopted including evaporation or concentration, addition of solids in the form of dry skim milk powder, use of high temperature processing to denature whey proteins to modify their water binding capacity and selection of appropriate starter cultures to make the yoghurt thick and free from whey separation. In some countries, lactose in the milk is hydrolysed by lactase enzyme to prevent lactose intolerance. The treatment also reduces harshness and unbearable acidity development during storage and distribution, especially where cooling facilities are not easily available. It has been reported by many Dairy Workers that good quality bovine
milk vat-heated to 85-90°C with holding periods of 20 to 30 minutes,
increases the yoghurt viscosity and prevents whey separation (Elfagm and Whealock,
1979; Nielsen, 1974 and Parnell-Clunies, 1986). The presence of viscous extracellular
materials produced by some culture bacteria were demonstrated to play an important
role in achieving satisfactory firmness and apparent viscosity of yoghurt (Galesloot,
1974 and Zmarlicki et al. 1976). Grainy texture in yoghurt was observed
(Cooper et al.1974) to be related to slow acid development and low incubation
temperatures. Satisfactory yoghurt texture and flavour were achieved by cooling
to 4-5°C as reported by Nielsen (1975) and Chambers, (1979). Addition
of the right type and the right amount of stabilizer to fermented milk improved
viscosity of yoghurt, prevented whey separation and did not require fortification
with dry skim milk powder which in turn did not affect the flavour of the yoghurt
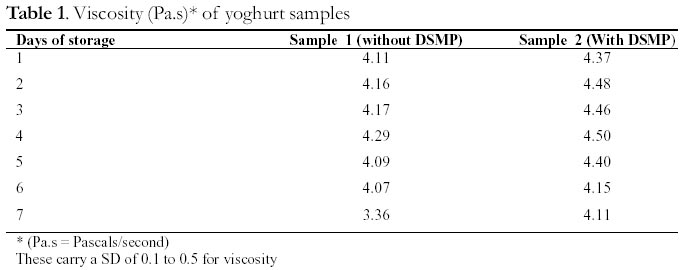
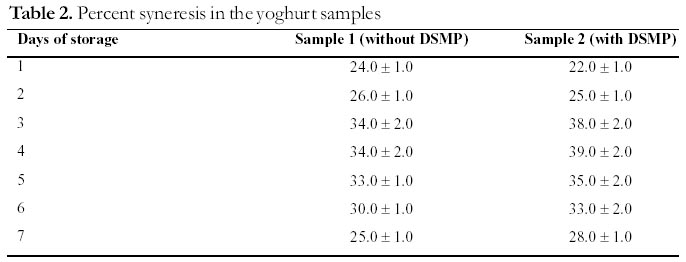
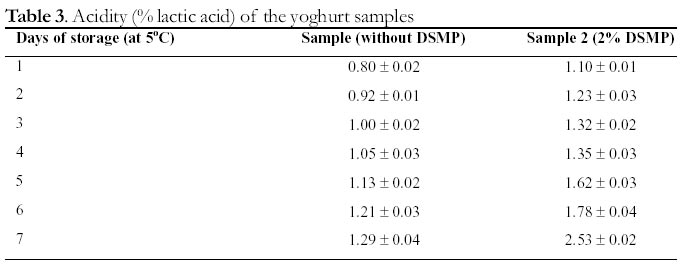
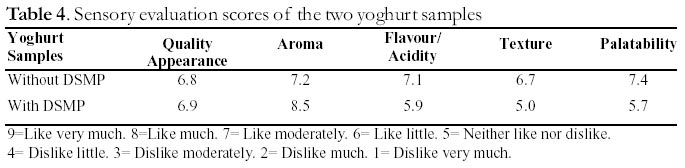
(Bassett, 1983; Todoric and Bajic (1979) demonstrated that the addition of dry skim milk powder to yoghurt improved viscosity and prevented whey separation, but accelerated acid production. Abdou- Sania et al. (1984) noted that acid flavour intensity after lactose hydrolysis in yoghurt was lower than that of untreated yoghurt. Furthermore the treated yoghurt had reduced harshness on storage and its consistency remained unaffected. They also noted that the hydrolysis of lactose released some glucose whose sweetness partially offset the acid flavour in yoghurt. Evaporation of milk was demonstrated by Kessler (1981) to be capable of being used to improve the viscosity of yoghurt with the advantage that undesirable flavour and odour components of raw milk can be removed through volatilization. Lundstedt, 1974; Nielsen, 1974; Casalis, 1975 and Hrabova and Hylmar, 1974; noted that in order to make good quality yoghurt, all aspects of processing, starting with good quality milk and culture, proper heat treatment, incubation, packaging and cooling were important for improving the body, texture and flavour of yoghurt. This study was designed to look at the possibility of producing cheap, good quality yoghurt by using good quality milk, the right temperature-time treatment of the milk to denature whey proteins in order to modify their water holding capacity so as to get thick or viscous yoghurt of acceptable properties to the consumer without the addition of dry skim milk powder. Materials and Methods Materials Raw and good quality fresh milk was obtained from Egerton University dairy farms at Njoro, Kenya. Special yoghurt culture was obtained from Chr. Hansen's Laboratory, Denmark. This was then inoculated and propagated in sterile milk to produce starter culture inoculum. Dry skim milk powder was purchased from Kenya Co-operative Creamery in Nakuru, Kenya. Sugar, food colour and flavour were purchased from a supermarket in Nakuru. Processing facilities available at the Department of Dairy and Food Science and Technology at Egerton University were used. Methods 10 litres of milk was preheated to 65°C followed by addition and mixing in of 6% sugar and 20 ml of food colour per100 litres of milk. It was then homogenized at 200 bar and subjected to Low Temperature Long Time (LTLT) Vat heating at 90°C for 30 minutes and then cooled to the inoculation temperature of 45°C. 2 % yoghurt culture containing Lactobacillus bulgaricus and Streptococcus thermophilus and 20 ml of food flavour per100 litres of milk were added, mixed and filled in sterile plastic cups, sealed and incubated at 45°C for 3 hours until the yoghurt coagulated. After coagulation the cups were stored at 4-5°C overnight in the cold room, before quality assessments were carried out from day 1 to day 7. To the second portion of 10 litres of milk obtained from High Temperature Short Time (HTST) milk which had been heated at 75°C for 15 seconds, 2 % dry skim milk powder (DSMP), 6 % sugar and 20 ml of food colour per 100 litres of milk were added and homogenized. The sample was cooled to 45°C before 2 % yoghurt culture and 20 ml of food flavour per100 litres of milk were added, mixed, filled out in sterile plastic cups, sealed with sterile plastic cup lids and incubated for 3 hours to coagulate as above. Each case was replicated three times to collect enough data for statistical analysis. Brookfield viscometer type IVT was used to determine apparent viscosity of both yoghurt samples at 10°C. Laboratory pH meter type M 61 and titration method using 0.1N NaOH and phenolphthalein indicator were used to determine pH and titratable acidity respectively. The two samples were also subjected to whey separation test using a funnel and 25 mesh wire filter for 2 hours at 10°C to determine syneresis or wheying off. The quantity of whey separating from 24.0 ml of yoghurt in 2 hours was taken as a measure of syneresis or the tendency for liquid to separate from the yoghurt. A nine-member panel of sensory judges consisting of students and lecturers in the department familiar with the quality attributes of yoghurt was constituted. The panellists were asked to rate the samples for appearance, flavour, texture, aroma and palatability. The ratings were based on a Hedonic scale ranging from 9 representing "like extremely" to 1 representing "dislike extremely". The results obtained were subjected to statistical analysis to determine if or not any significant differences existed between the two types of yoghurt (Webb and Blackmore,1985 and Bailey, 1995). Results and Discussions The results obtained are presented in Tables 1-4. The results in Table 1 show that the addition of 2% DSMP to the milk produced yoghurt which was slightly more viscous than the yoghurt without any DSMP added to it. However, statistical analysis of the data obtained by t-test showed that there was no significant difference between the viscosity of the two samples at p<0.05. Both samples were well liked during the first 4 days after processing. Basic costing showed that fortifying the yoghurt with DSMP made it 4.5% more expensive (Table 1). The results in Table 2 show the observed syneresis in the two types of yoghurt. Again statistical analysis by t-test at p<0.05 indicated that the two types of yoghurt did not differ significantly in terms of percent syneresis. The acidity (% Lactic acid) development in the two kinds of yoghurt is presented in Table 3. It was observed that there was no significant difference (t-test at p<0.05) between the two kinds of yoghurt during the first 4 days of storage. However, the acidity of sample two tended to remain higher inducing a hash, high acid flavour which was not liked much by the panelists (Table 4). The rest of the results on the sensory properties of the two yoghurts are given in table 4. These results indicate that the two yoghurts were practically similar in appearance. The aroma of the sample with DSMP added to it was liked best although it deteriorated rather significantly (p<0.05) in its flavour, texture and palatability. Hence, the sensory results showed that a better quality yoghurt was produced when no dry skim milk powder was added to the milk to fortify it. In other words it is possible to produce good yoghurt through pre-heating of the milk to 90oC for 30 minutes. This heat treatment denatures the whey proteins which coalesce with calcium caisenate to form a coagulum whose viscosity increases gradually to a peak, after which the viscosity declines with increasing time due to syneresis. Conclusion It has been shown in this work that the yoghurt made with elevated total solids showed high acceptable qualities during the first few days (1 to 4 days) after processing, but later on in storage, the quality deteriorated fast with the problems of acidity, syneresis and grainy texture. Because of added DSMP the price of the commodity increased and as a result disfavoured the ordinary consumers. Because of these reasons it is recommended that a cheap yoghurt could be processed by first subjecting good quality milk to high heat treatment of 85-90°C for 30 minutes prior to yoghurt making using a good quality starter culture. The quality of such yoghurt persists for about 4 days, after which it then begins to deteriorate. Acknowledgment The authors wish to acknowledge Dr. Wabuke Bibi, the former Head of the Department of Dairy and Food Science and Technology of the Egerton University (Kenya) where the bulk of this work was done. The authors would also like to thank the Technicians and Teaching Staff of Egerton University who originally helped with the Laboratory work and sensory evaluation of the products. The authors likewise wish to acknowledge the Department of Food Science and Technology and the Library staff at the Neudamm Campus of the University of Namibia for their support in facilitating the completion of this work. References
Copyright 2002 The Journal of Food Technology in Africa, Nairobi The following images related to this document are available:Photo images[ft02006t2.jpg] [ft02006t1.jpg] [ft02006t3.jpg] [ft02006t4.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}