 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
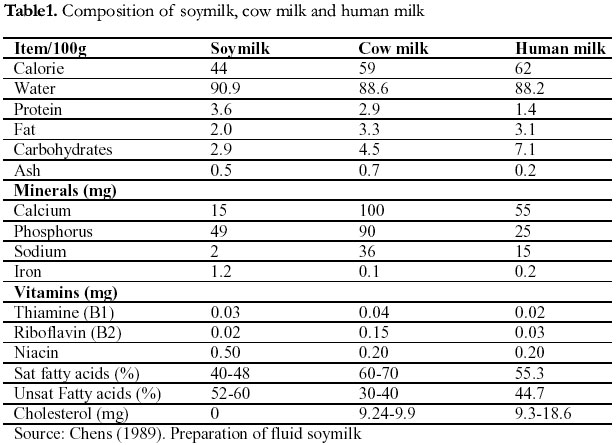
The Journal of Food Technology in Africa, Vol. 7, Apr-Jun, 2002 pp. 55-58 Development of Models for Predicting the Yield and Quality of Soymilk T. Y. Tunde Akintunde and B. O. Akintunde Department of Mechanical Engineering, the Polytechnic, Ibadan Federal College of Agriculture, PMB 5029 Moor Plantation, Ibadan, Nigeria Code Number: ft02014 Abstract Models were developed to predict the yield and quality of soymilk, one of soybean products. The quality characteristics investigated were total solids, protein content and fat content. The processing parameters considered were Amount of water added during grinding per Kg of dry seed, AW; Blanching time, BT and Heating time, HT.
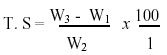
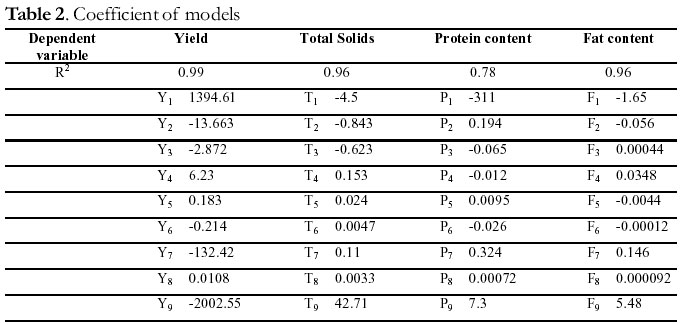
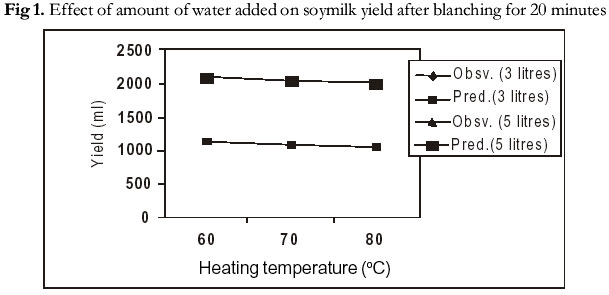
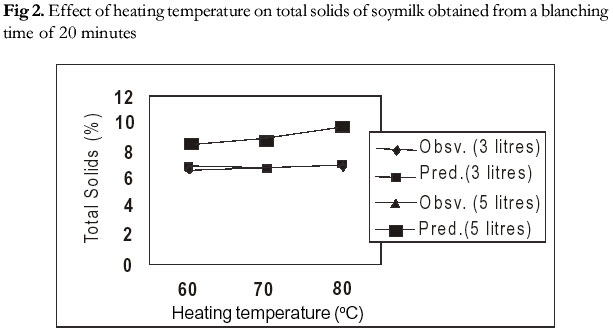
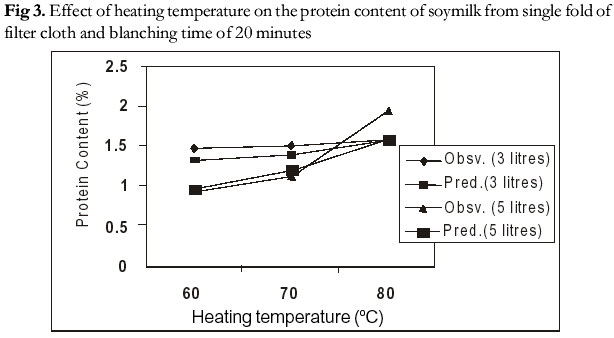
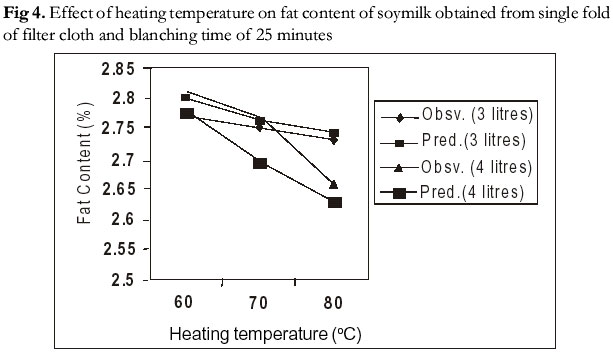
The models developed had coefficient of determination ranging from 0.78 to 0.99. Predicted values of the dependent variables compared quite well with the observed values when plotted against the independent variables. The predicted coefficients were also statistically significant (P< 0.05). Results showed that the yield and quality characteristics were affected by all the processing parameters. Hence, the production process must be effectively monitored to process soymilk of high yield and quality. IntroductionSoymilk, a liquid extract is one of soybean products. It is rich in essential mineral salts, fats, carbohydrates and vitamins (Jain, 1985). It is a beverage that offers both refreshment and nutrition and can be labelled as a healthy food because of its composition. It compares favourably with cow milk in properties and can be used in place of cow milk in any recipe where milk is needed (Jain, 1985; Mayhew and Penny, 1988). Generally, soymilk has total solids of 8-10%, protein content of about 3.6%, fat 2.0%, carbohydrate 2.9% and ash 0.5% (Liu, 1997). Soymilk is a better protein supplement for Nigerians than other soybean products because when used to fortify or supplement traditional foods, large quantities of soymilk do not adversely change the traditional taste of Nigerian dishes. Research carried out on soymilk reveals that it helps growth and development (Bisaliah, 1986). Ogundipe et al., (1989) reported a research carried out in Kersey's Children's Home (KHC) in Ogbomosho, Oyo State where soymilk was used in the diet for restoring malnourished children to health. Chou (1983) also observed that children placed on a formular with soymilk, egg yolk, bone meal and millet had excellent utilisation of the formulae, excellent growth response and no digestive problems. Bisaliah (1986) reported that infants fed on soymilk are free from rickets. Proper processing of soybeans into soymilk is very important because soybean contains some undesirable properties which include the presence of trypsin inhibitors and lipoxygenase enzymes. These disadvantages can be overcome by proper cooking (Blanching) and hydration (Soaking) of soybeans because it deactivates the enzyme system responsible for the odour (Nelson et al., 1987). Boiling, the application of wet heat loosens soybean seed to ease dehusking and tenderises bean cells. The degree of milling influences digestibility and palatability (Liu, 1997). Boiling whole beans in water for 20 minutes also deactivates the enzyme system and most of trypsin inhibitors (Weingartner, 1987). Blanching also enriches soymilk because if soybean are properly blanched, half of the protein remains soluble in the liquid extract and will not separate with the residue after filtration. However, long blanching times should be avoided in the final soymilk product (Nelson et al. 1987). Shi and Ren (1983) observed that heat treatment apparently helps to stabilise soymilk emulsion. The protein molecules unfold and the hydrophobic regions located on the inside become exposed to the outside when soymilk is heated. In the presence of soylipids, the stability of the soymilk emulsion is improved due to increased interaction of proteins with lipids. Ogundipe et al. (1989) examined different processing methods for the production of soymilk. The method with the highest yield was the one in which soybeans were soaked overnight before blanching or grinding. Both the quality and yield of soymilk are important parameters since it is the production of quality soymilk and not diluted soymilk that will cause soymilk to achieve its aim as a protein supplement. The objective of this paper is to develop models to predict yield and quality attributes of soymilk based on different processing parameters. Materials and MethodsExperimental Procedure Soybeans were obtained from the seed store of the International Institute of Tropical Agriculture (IITA). The soybeans were cleaned and stored in a cool place. One kilogram of the soybeans was soaked overnight and the next morning, it was rinsed and boiled with fresh water (blanching) for a time of 20 and 25 minutes. After blanching, the soybeans were rinsed and milled with 3, 4, and 5 litres of hot water respectively into a slurry form. The slurry was filtered and the milk extract was heated from room temperatures to temperature levels of 60, 70 and 80°C. After the soymilk had cooled, it was bottled. Each of the experiments had 3 replicates which gave 54 observations. Analytical procedure The yield was measured using graduated cylinders while the total solids were determined using the formula where W1 = initial weight of empty moisture can Other properties of soymilk used to describe its quality were protein and fat content. These properties were determined using standard tests recommended by AOAC (Association of Official Analytical Chemists). The protein level was determined using the Automated Method (Macrokjeldahi method) while the Crude Fat content was determined using the Automated method (Soxtect System HT2). Development of Models Models were established in order to optimise the production process by using the Statistical Analysis System Program. Multiple Regression was used to obtain the estimates of the equation parameters, the analysis of variance and regression coefficient. The dependent variables were yield (YC) and other quality characteristics namely Total solids (TS), Protein Content (PC) and Fat Content (FC). The independent variables or processing parameters due to the method of processing are Blanching time (BT), amount of water added during grinding per kilogram of dry seed (AW) and the temperature to which the soymilk extract is heated (HT). The models were developed using linear and quadratic functions by regression (SAS, 1996) to determine the equation with the highest R2 which indicated a higher regression between dependent and independent variables. Different plots of data were made between the independent and dependent variables to observe the trend and obtain possible equations. The dependent variables were plotted against the predicted data to check the predictive ability of the models. Results and DiscussionThe following models were selected as the best for yield and quality attributes. YC=Y1AW +Y2BT+ Y3HT+Y4AW BT+Y5AWHT +Y6BTHT+Y7 AW2+ Y8HT2+Y9 ……(1) TS = T1AW+T2BT + T3HT + T4AWBT +T5AWBT T6AWBT + T7AwBT+T8 HT2 + T9….............(2) PC= P1Aw+P2BT +P3HT+P4Aw BT+ P5AwBT+P6 AwBT+P7Aw BT+P8HT2 +P9 ………..…..(3) FC= F1Aw+F2BT +F3HT+F4Aw BT+ F5AwBTF6 +AwBT+F7Aw BT+F8HT2 +F9 …………....(4) Where Y1, T1, P1 and F1 are all constants. YC = Yield (ml) The coefficient of the models are indicated in table 2. The fitted models had a coefficient of determination R2 ranging from 0.78 to 0.99 (table 2) which is considered good for biological materials. The predicted values of the dependent variables (YC, TS, PC and FC) plotted against the independent variables (Aw, BT and HT) compare quite well with the observed values (Fig 1, 2, 3, 4). All the prediction coefficients are statistically significant at P<0.05.
Yield: The model for yield is All the processing parameters (Aw, BT and HT) had a contribution to the yield obtained. From equation (5) the yield increases with Aw (amount of water added during grinding) but decreases with HT (heating time) and BT (Blanching time). The yield also has a quadratic relationship with Aw which signifies that there is a minimum point. The yield increases with increase in Aw when the optimum value of 5.3 litres has been reached. This agrees with the fact that an increase in water added to form slurry increases the ability to wash the suspended solids through the filter cloth. Therefore the processor must know that low amounts of water added during milling should be avoided since it does not give optimum yield. HT also has a quadratic relationship but this relationship signifies that there is a maximum value of 91.68oC for HT. The yield will increase until an optimum value of - for HT is obtained beyond which it would start to decrease. However since the soymilk has to be heated to temperatures relatively high above room temperature in order to cook the soymilk which increases its palatability, too high temperatures have to be avoided since it decreases the yield. This is due to the evaporation of soymilk at high temperatures. This is very important to the processor because he has to strike a balance and use optimum heating times that will properly cooked soymilk without significant decrease in yield. Total Solids The contribution of Aw, BT and HT are shown in equation 6. TS = 42.71-4.5Aw-0.843BT-0.623H T + 0.153AwBT +0.024AwHT +0.0047BTHT+ 0.11Aw2 + 0.0033HT2 …………(6) Aw, BT and HT all contribute negatively to the total solids which implies that an increase in these parameters will cause a decrease in total solids in the soymilk. Aw and HT have a quadratic relationship with total solids such that both Aw and HT have a decreasing effect on total solids until an optimum value is reached and the effect becomes increasing. The total solids will decrease with increase in Aw until an optimum value of 3.2 litres is reached after which the total solids will start to increase. This is because at low Aw, the slurry will be very thick and this increase the occurrence of clogging of the sieve holes which invariably reduces the total solids in the filtrate. However, at high Aw, the occurrence of clogged holes is reduced and thus suspended solids in the slurry are able to wash through the filter holes into the filtrate thus increasing total solids. Therefore Aw should not be less than 3.2 litres or else the processor will not achieve maximum output. The HT has a similar effect on total solids. The total solids will decrease until an optimum value of 73°C for HT is obtained beyond which the total solids will begin to increase. This is very important to the processor since it is an indication that the stability of the soymilk emulsion is achieved at high temperatures and not low temperatures. Also at high HT, liquid portions of the soymilk extract are vaporised quicker which increases the percentage of solids in the heated soymilk relative to the yield obtained. This is important to the processor to know that the best soymilk with high total solids is obtained with high amounts of water added during grinding and high values of heating times. Protein content The protein content of soymilk is very important if it is to fulfil the purpose of supplementing the protein intake of people. The equation for protein content is PC=7.3- 3.11Aw + 0.194BT - 0.065HT- 0.012AwBT + 0.0095 AwHT -0.026BTHT+0.32Aw 2 +0.00072HT2 …….(7) The coefficient of the model indicates that increasing BT increases the protein content of soymilk. This is because blanching soybean before grinding denatures the protein and makes it more soluble and digestible. This agrees with the findings of Nelson et al. (1987) that blanching enriches soymilk because half of the soyprotein remain soluble and does not separate with the residue after filtration. From the model coefficients in Table 2, an increase in Aw will cause a decrease in protein content until an optimum value of 4.47 litres is reached, beyond which, the protein content will start to increase. This is because the Aw will wash the soluble protein through the filter cloth into filtrate while low amounts of Aw will result in clogging of filter cloth. The protein content obtained with an increase in HT decreases until HT is 53.9 mins and beyond this value increases (equation 7) until it reaches the temperature (approximately 90°C) at which it starts to coagulate. This implies that for high values of protein content, the HT should be increased. This is similar to the observations of Shi and Ren (1993) that heat treatment causes the protein molecules to unfold in the presence of soylipids which improves the stability of soymilk emulsion. It is therefore necessary for the processor to know that protein content is affected by the processing parameters and adequate monitoring of the production process should be done if soymilk is to be used especially as a protein supplement. Fat content The three processing parameters, Aw, HT and BT all affect the fat content. The equation for fat content is FC=5.48-1.65Aw-0.056BT+ 0.00044HT+ 0.0348AwBT-0.0044Aw HT -0.00012BTHT + 0.146Aw2 +0.000092BT2 …….(8) An increase in Aw and BT causes an increase in fat content while an increase in HT decreases the fat content. BT has an indirect effect on the fat content in the slurry because heating the seeds before grinding causes an increase in fluidity of oil in oil cells such that oil will flow more readily when the oil cells are broken down during grinding (Ward 1976). The quadratic relationship between fat content and Aw from Equation 8 indicates that the minimum Aw required for an increase in fat is 1.63 litres. An increase in Aw beyond this value will increase the fat content of soymilk produced. This is because an increase in Aw will help wash the fat-soluble nutrients into the slurry and also reduce the clogging of filter holes. The low value of optimal Aw is because the liberated oil/fat are less viscous and more fluid in nature because of the blanching treatment and therefore less water is needed to help wash the oil through the filter cloth into filtrate when compared with other solid based quality characteristics. This is important to the processor since it indicates that the high values of Aw needed for other quality characteristics (i.e. protein content) also have positive effects on fat content and not be a waste of input. The equation for fat content (equation 8) indicates that there is a maximum point for HT. This implies that at constant Aw and BT, the fat content will increase with HT until 6.38°C and then start decreasing. This is important to the processor because for optimum fat content, low values of HT are required so as not to waste time and money in heating the soymilk. However the processor must realise that since an increase in HT increases protein content, a balance for the value of HT must be struck between the protein content and fat content to obtain optimum levels of both quality attributes. ConclusionThe developed models predicted the yield, total solids, protein content and fat content effectively. The three main processing parameters had a significant effect on the yield and quality of soymilk. As a result, the parameters need to be monitored closely during production of soymilk in order to produce soymilk of optimum yield and quality. References
Copyright 2002 The Journal of Food Technology in Africa, Nairobi The following images related to this document are available:Photo images[ft02014f2.jpg] [ft02014t2.jpg] [ft02014f1.jpg] [ft02014f4.jpg] [ft02014t1.jpg] [ft02014f3.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}