 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
The Journal of Food Technology in Africa Vol. 7 No. 3, 2002, pp. 85-92 Parameters of processing and microbial changes during fermentation of borde, a traditional Ethiopian beverage Kebede Abegaz1 2 *, Fekadu Beyene2, Thor Langsrud1 and Judith A. Narvhus1 1 Department of Food Science, Agricultural University
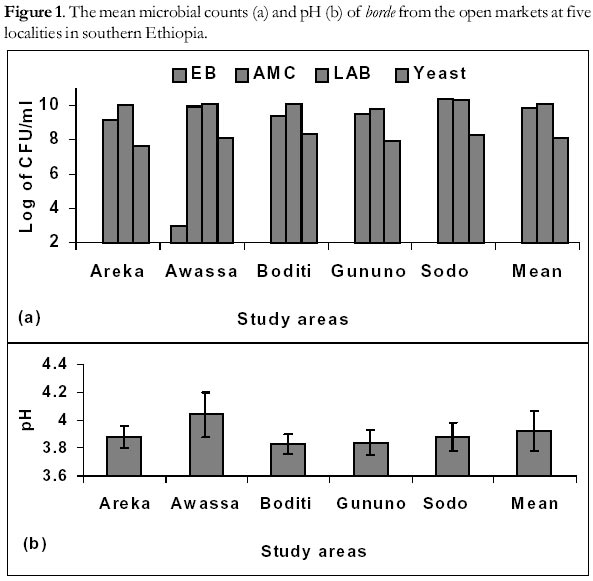
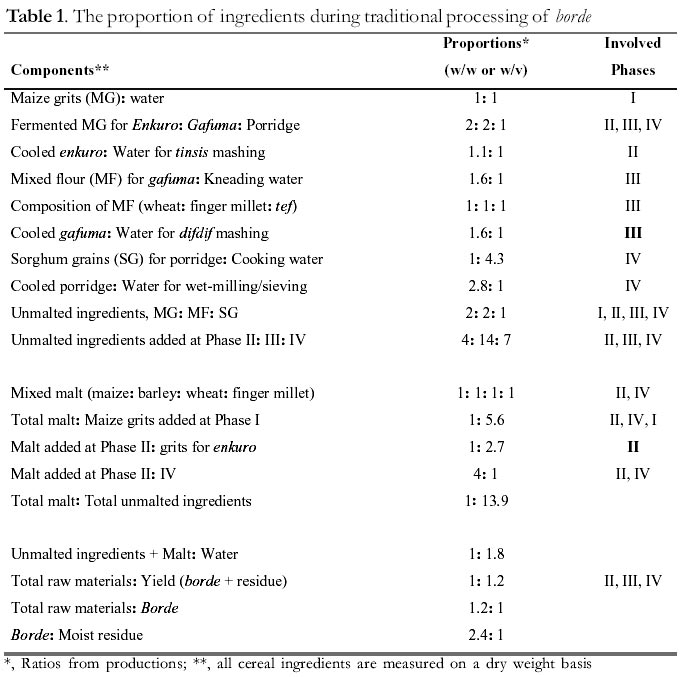
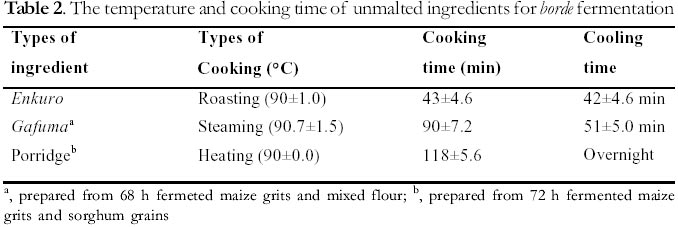
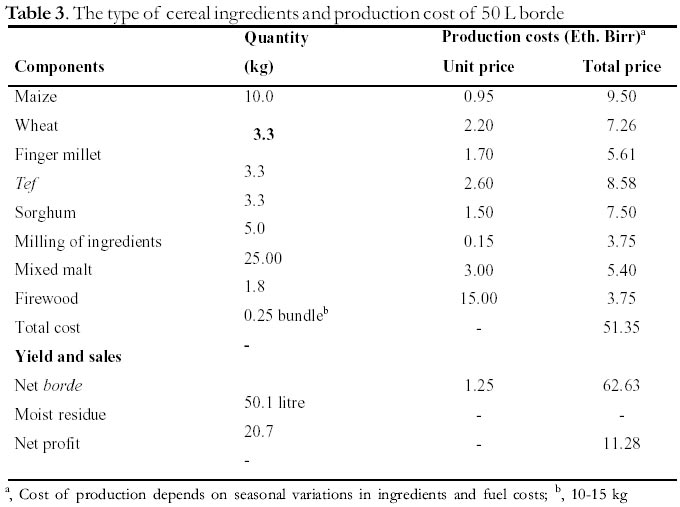
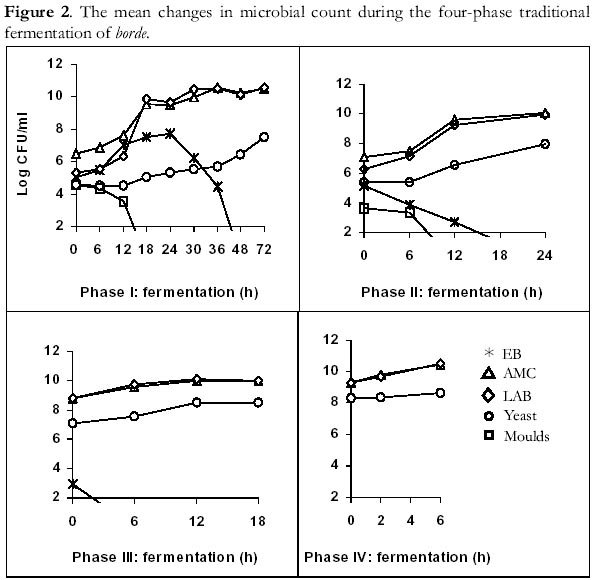
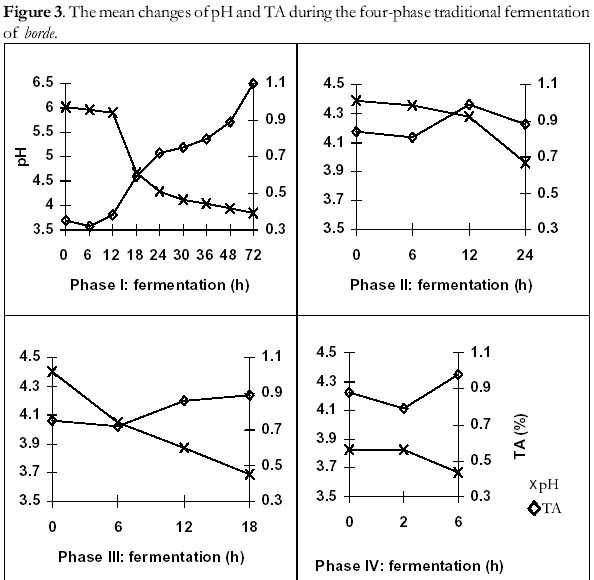
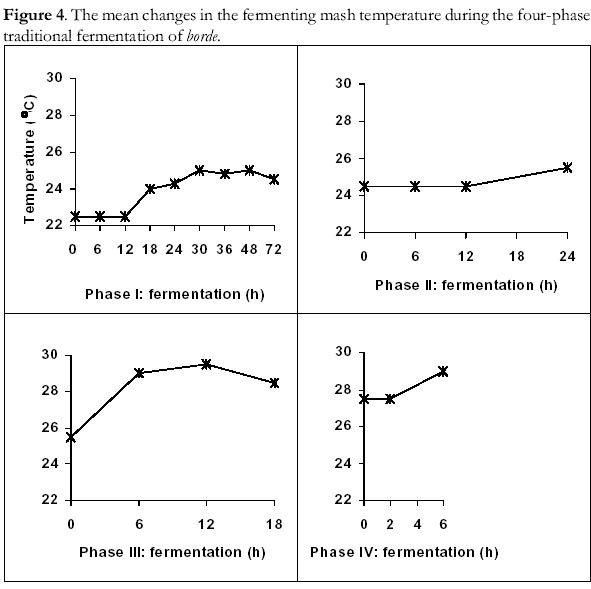
of Norway, P. O. Box 5036, N-1432 Ås, Norway. Code Number: ft02021 ABSTRACT Samples of borde from open markets at five localities in southern Ethiopia showed average aerobic mesophilic count (AMC), lactic acid bacteria (LAB) and yeast counts of 9.9, 10.1, and 8.1 log CFU g-1 respectively. Enterobacteriaceae (EB) were <1 to 3.5 log CFU g-1. The pH was 3.92±0.14. During the traditional production of borde with its four phases, the proportions of ingredients and cooking temperature were measured. Development of pH, titratable acidity, microbial load and mash temperature were monitored at 6 h intervals. The yield and production cost were assessed. The initial pH of 6.01 fell to 3.84 at end of Phase I. However, the pH increased at the start of Phase II, III and IV fermentations due to addition of malt and/or unmalted cooked ingredients and then decreased to below pH 4.0 at the end of each phase. During Phase I, EB increased from 5.1 to 7.7 log CFU g-1 at 24 h, but were not detected after 48 h. AMC, LAB and yeasts increased from their initial 6.5, 5.3 and 4.5 respectively to 10.5, 10.6 and 7.5 log CFU g-1 at end of Phase I. The AMC of cooked ingredients were 4.6-4.9 log CFU g-1, while EB, yeasts and LAB were not detected. After mixing the cooked ingredients and malt, the AMC, LAB and yeasts increased from 7.1, 6.3 and 5.4 at Phase II to 10.5, 10.5 and 8.6 log CFU g-1 in borde, respectively. EB decreased from 5.2 to <1 log CFU g-1 at Phase II and were not detected in borde. The major roles of Phase I, II, III and IV are production of an acidic fermented mass, bulk starter production, main and corrective fermentations respectively. Keywords: traditional technology; cereal fermentation; LAB; beverage; borde; Ethiopia INTRODUCTION A number of food fermentation processes, including those of dairy products, sausages, pickles, sauerkraut, alcoholic beverages and bread have been extensively investigated and documented. Many other foods, which are prepared by the action of diverse microorganisms on plant materials, are little known outside their native countries (Hesseltine and Wang 1980). On the basis of the important role played by the traditional African fermented beverages, the consumers tend to recognize these beverages as types of food rather than just beverages (Platt, 1955; Aucamp, et al., 1961; Morcos, 1977). Moreover, traditional fermentation processes are increasingly attracting the attention of scientists and policy makers as a vital part of food security strategies (van de Sande, 1997). New opportunities provided by biotechnology are opening up possibilities to improve or upgrade traditional small-scale processes and make better use of agricultural products. In Ethiopia, a wide range of cereal based traditional fermented foods and beverages are prepared. Some of the known beverages are tella, borde, shamita, cheka, korefe, keribo, bukire, merissa, etc. Tella is alcoholic, while the rest are considered to be low or non-alcoholic beverages. Borde is widely consumed in the southern and western parts of Ethiopia by both adults and children. It is an important product because it is consumed as a lowcost meal replacement and therefore provides a cheap food alternative for the low-income group of consumers. Borde is produced by spontaneous fermentation of a variety of locally available cereal ingredients used either individually or as a mixture. The traditional fermentation process has four major phases marked by the introduction of fresh ingredients into the fermentation pot at different times (Abegaz et al., 2002). Borde is an effervescent, whitish-grey to brown coloured beverage, with thick consistency and sweet-sour taste and is consumed while actively fermenting. To avoid changes in product characteristics during scientific improvements of traditional food processes, it is important to understand the processes and formulation of the product (Demuyakor and Ohta, 1993). Some limited information is available on the fermentation (Bacha, 1997) and microbial load (Ashenafi and Mehari, 1995) of borde in central and southern Ethiopia respectively. However, in contrast to the report by Ashenafi and Mehari (1995), the traditional processing technology of borde in southern Ethiopia is complex. The whole process takes about 4 days and comprises four fermentation phases (Abegaz et al., 2002). There is a need to undertake basic studies on the traditional processing of borde. To our knowledge, there is no published information on the processing parameters used or the microbiological changes that occur during traditional borde preparation in southern Ethiopia. In the present work, the proportions and treatments of ingredients, the changes in microbial count, pH and TA were monitored during traditional preparation of borde. In addition, the microbial load and pH of borde samples from markets in different localities were investigated. MATERIALS AND METHODS Collection of market samples of borde Thirty samples (400 mL each) of borde were collected in sterile bottles from open markets at five localities in southern Ethiopia, namely Areka, Awassa, Boditi, Gununo and Sodo. After transportation of the samples (0.5 to 3 h), microbiological analysis and pH measurement were immediately carried out in the laboratory. Traditional preparation of borde: monitoring of processing parameters Ingredients and equipment For convenience of handling and immediate analysis of samples, borde was prepared by an experienced woman brewer using the traditional equipment and recipe at Awassa College of Agriculture. The appropriate traditional equipment and raw materials for borde were purchased locally. The cereal ingredients utilized for this investigation were maize (Zea mays), barley (Hordeum vulgare), wheat (Triticum sativum), sorghum (Sorghum bicolor), finger millet (Eleusine coracana) and tef (Eragrostis tef). All of these cereals, except barley, were utilized as unmalted ingredients, while the malt was a mixture that consisted of maize, barley, wheat and finger millet on an equal weight basis. The major equipment used were earthenware pots and griddle, grinding stones, bowls and wonnfit, a sieve with mesh of interwoven grass-fibrethreads at the bottom. Proportions and treatments of ingredients After selection of the types of cereal ingredients, the quantity of each ingredient was measured before mixing according to the traditional recipe of borde production. After fermentation of maize grits at Phase I, all types of unmalted ingredients were cooked and subsequently cooled before mixing with malt flour in the fermentation pot. The following processing parameters were measured after the brewer had decided on the extent of treatments: proportions of raw materials; amount of heattreated unmalted ingredients; amount of malt, cooking temperatures and holding times; temperatures of cooled ingredients and fermenting mash. Finally, the yield (borde + residue), raw materials used, cost of firewood and individual ingredients were recorded. From this it was possible to estimate the cost of production and potential profit. Steps in traditional fermentation of borde The traditional fermentation of borde has four major phases marked by the introduction of ingredients into the fermentation pot at different times. The details of the process were described by Abegaz et al. (2002). However, the four phases are described briefly below: Phase I Phase II Phase III Phase IV The production of borde was repeated three times at room temperature (20- 23°C) and the results are average of the triplicates. In addition, preliminary experiments were carried out to compare the following: 1) the 48-72 h fermentation with 24-48 h at Phase I; 2) earthenware pot with plastic, metal and glass jars; 3) substitution of maize grits and sorghum grains with flour and 4) roasting of enkuro with baking of kita (flat bread). Sample analysis During the fermentation of borde, samples were taken aseptically at 6 h intervals and analysed for pH, titratable acidity (TA) and microbiological load. pH and titratable acidity The pH was measured using a digital pH meter (ORION 420A, Boston, USA) after calibration at 25°C using buffers of pH 4 and 7 (Merck KGaA, 64271 Darmstadt, Germany). The pH of thick samples was measured after blending with distilled water at a 1:1 ratio (w/v) into thick slurry. TA was measured by titration of 5 mL sample with 0.1N NaOH using 0.1ml 0.5% phenolphthalein as indicator and then calculated as percent lactic acid. Microbiological analysis Ten g sample was transferred aseptically to a Stomacher bag (Lab-Blender 400, Seward Medical, London, England) with 90 mL sterile 0.1% peptone water (Merck) and homogenized for 30 s at 'normal' speed. The homogenate was then serially diluted and aliquots of 0.1 mL from appropriate dilutions were spread-plated in duplicate on pre-dried plates of violet red bile dextrose (VRBD), plate count agar (PCA), MRS, M17 and yeast extract glucose chloramphenicol (YGC) agar. The culture media were from Merck with the exception of YGC, which consisted of (gram L-1): yeast extract, 5.0; glucose, 20.0; chloramphenicol, 0.1; bromophenol blue, 0.01; agar, 15; pH, 6.0 to 6.2. Purple-red colonies on VRBD agar plates were counted as Enterobacteriaceae (EB) after incubation at 30°C for 24 h. The total aerobic mesophilic count (AMC) was enumerated on PCA plates after incubation at 30°C for 48 h. Colonies of lactic acid bacteria (LAB) were counted on MRS and M17 agar plates after anaerobic incubation in GasPak jars (GasPak System, BBL) at 30°C for 48 to 72 h. Yeast and mould colonies were counted on YGC plates after incubation at 28°C for 3 to 5 days. The number of EB, AMC, LAB or yeast on duplicate countable plates are reported as log CFU g-1 calculated from the mean of three replicates of borde preparation or from at least five market samples of borde per locality. Statistical analysis Average values of the processing parameters, microbial counts, pH and TA were calculated and compared (p<0.05) using Minitab Release 13.1 Programme (Minitab Inc.). RESULTS AND DISCUSSION The process of borde production requires considerable time (4 days), physical labour (malting, grinding, making of enkuro, dough balls and porridge, kneading/mashing, repeatedly wetmilling and -sieving) and fuel (three cooking stages). Borde is brewed at artisanal level and it is an effervescent and thick beverage with a sweet-sour taste. A considerable portion of the yield is lost as residue (Abegaz et al., 2002). Unlike some other traditional fermented Ethiopian beverages such as tella, a malt beverage (Sahle and Gashe, 1991) and tej, a honey wine (Vogel and Gobezie, 1977), borde is not hopped and is served while still actively bubbling and has a shelf life of only 3-5 h (Abegaz et al., 2002). Market samples of borde: microbial load and pH The average pH of borde from the open markets of five localities in southern Ethiopia was 3.92±0.14 and varied between 3.68 and 4.26 (Fig. 1). Borde from Awassa had a significantly higher (p<0.05) pH (4.04±0.16) than Boditi (3.83±0.07) and Gununo (3.84±0.09). Areka and Sodo showed a similar pH 3.88. The mean microbial counts expressed as log CFU g-1 of borde (with the range in parenthesis) were: EB, (<1- 3.5); AMC, 9.9 (8.5-10.6); LAB, 10.1 (7.4-10.8) and yeast, 8.1 (7-8.7). All borde samples from Awassa with one exception had average of 3 log CFU g-1 EB. EB were not detected in other localities except in one sample from Sodo and two samples from Areka which had 2.5 and 2.9 (mean) log CFU g-1 respectively. These could be due to the differences in pH and/or a longer transportation time of the fermenting borde from areas outside Awassa, which would possibly kill EB stressed by the low pH. Sodo showed higher (p<0.05) LAB and yeast counts than Areka and Gununo, while its AMC was higher than all other localities. Samples from Awassa showed greater variations both in microbial counts and pH than those from other localities. Some brewers in Awassa also prefer to use well water instead of tap water, which may also contribute to the observed variations. The differences between households in combination of malt and unmalted ingredients, source of water (river, well, tap), hygienic practices and transportation time may result in some variations in microbial count. Thus, it is important to monitor the processing parameters during the course of traditional borde production. Traditional production of borde: Proportions and treatments of ingredients The proportions of ingredients used for borde preparation are shown in Table 1. Maize grits and water were mixed in an approximately 1:1 ratio (w/v) at Phase I and settled as two-phase slurry. The amount of maize grits was 40% of the total unmalted ingredients (w/w) used in the whole borde fermentation. The purpose of Phase I was to acidify maize grits (48-72 h) before cooking with or without other unmalted ingredients and used at Phase II, III and IV. Forty percent of the fermented grits (48 h) from Phase I, which is 16% of the total unmalted ingredients on dry weight basis, was used alone for roasting of enkuro. The cooled enkuro was blended with malt flour (80% of the required malt) at Phase II. The ratio of malt flour to grits at Phase II was 1:2.7 (w/w). A further 40% of the fermented grits from Phase I (now 68 h) and a mixture of wheat, finger millet and tef flour was steam cooked into gafuma and then added at Phase III. The bulk of unmalted ingredients (56% w/w) were added at Phase III without malt. The last 20% fermented grits from Phase I (now 72 h) was boiled with whole grains of sorghum into a very thick porridge. The cooled porridge made from 28% of unmalted ingredients (w/w) was added along with the remaining 20% of the malt flour at Phase IV. The ratio of malt and unmalted ingredients of porridge added at Phase IV was 1:23.3 (w/w). However, the proportion of total malt to maize grits (at Phase I) was 1:5.6; while the total malt and unmalted ingredient was 1:13.9 (w/w). The proportion of unmalted grits and/or flour used for the preparation of enkuro, gafuma and porridge was 4:14:7 respectively on dry weight basis. All the unmalted ingredients used in production of borde were cooked at various phases by roasting, steaming or boiling. The temperatures and holding times of enkuro roasting, gafuma steaming and porridge heating are shown in Table 2. These temperatures would be expected to eliminate microbial cells and gelatinise cereal starch. Coarsely drymilled maize has been reported (Nche et al., 1996) to have a fast water uptake and high endogenous enzyme activity at 4 and 25°C and then a rapid swelling of the maize starch component will occur on heating to 95°C after 24 h fermentation. The gelatinisation temperatures (°C) of starch from barley (67- 69), normal maize (81), sorghum (71), finger millet (73) and wheat (75) were reported (Elkhalifa et al., 1999; Liu et al., 1999; Mangala et al., 1999; Rojas et al., 1999; Tang et al., 2001). According to Liu et al (1999), as the temperature increased to the point of gelatinisation, swelling of starch granules took place. This increased the efficiency of starch degradation by amylase. The cooked ingredients were cooled to 23-24°C before mixing them with malt flour and/or fermented mash in the main fermentation insira. Enkuro and gafuma were broken into pieces and spread to cool on large plates or bowls. The porridge was kept in its boiling pot for cooling. However, loss of water during cooking made the accurate determination of the proportion between ingredients and yield problematic. During enkuro and gafuma preparation most of the added water was lost, whereas the loss during boiling of porridge was much less. After the malt and cooked ingredients were blended in the main fermentation insira, no heattreatment was used that would inactivate the malt amylases and microorganisms present in the mash. This is a critical aspect of the traditional technology of borde production. Maillard reactions take place during cooking of enkuro, gafuma and porridge and may contribute to the brown colour of borde. On the other hand, the type of cereals used had a direct effect on the colour of borde, which varies from white to dark brown. Thus, the required colour of borde can be achieved both by selecting suitable cereals and also by monitoring the degree of heat treatment. The quantity of moist residue (20.7 kg) as spent grains was 29.2% of the yield (borde + residue), which requires basic study. Although this residue is used as animal feed, it reduces the profit for the brewers. As shown in Table 3, the production cost (25 kg unmalted ingredient + 1.8 kg malt + 0.25 bundle firewood) of 50.1 L borde was Birr 51.35 (US $1= approx. Birr 8.00). This calculation excluded the labour cost. The selling price of borde was Birr 1.25/L showing that the profit is small (Birr 11.30). Modifications in the brewing technology of borde may improve its productivity and the marginal profit. Borde fermentation: changes in pH, TA and microbiological counts Phase I If the purpose of Phase I is to achieve basic biochemical changes, a mass of grits with low pH could be obtained after 18 to 24 h (Fig. 3). As the pH dropped especially after 48 h, a strong vinegary aroma was observed in the fermented grits. Thus, prolonging the fermentation in Phase I after 24 h may not be important since the subsequent cooking destroys the microbial flora of grits including EB. Prolonged fermentation at Phase I allowed further growth of yeasts. Yeasts may induce much more production of carbon dioxide, alcohol and other volatile compounds that result in a loss of dry matter (Muyanja, 2001). Thus, fermentation for 24 h in Phase I could be satisfactory since this would shorten the process and also avoid undesirable growth of yeasts and thereby loss of food substrate. Predictably, gafuma and porridge could also be prepared from 48 h fermented grits instead of 72 h. After cooking, the AMC of enkuro, gafuma and gelled porridge were 4.6, 4.7 and 4.9 log CFU g-1 respectively but EB, LAB, yeast and moulds were not detected. Phase II Enkuro from fermented grits is the principal substrate in Phase II and it showed undetectable microbial counts with exception of AMC. The AMC in cooked ingredients of borde is probably bacterial spores. Only Bacillus spp. survived the roasting temperature of enkuro and baking of kita for traditional fermentation of tella, a traditional beer (Sahle and Gashe, 1991). During addition of malt, however, a wide diversity of LAB and other microorganisms (Sahle and Gashe, 1991; Bacha, 1997; Booysen et al., 2002) is introduced in addition to endogenous amylolytic enzymes. The malt micro flora would comprise the normal flora of grains and also contaminants from threshing (soil and animals) and equipment associated with storage and germination. Brewing equipment, utensils, water and personnel constitute additional sources of microorganisms that could influence the fermentation. The production of acid also increased with the number of aciduric organisms during the fermentation. Amylolytic enzymes hydrolyse the cooked cereal starch and thus create available carbohydrate for proliferation of organisms mainly from the malt. Dry milling has been reported (Adeyemi and Beckley, 1986) to cause high levels of mechanical damage to the starch granules, thus making them more susceptible to attack by either endogenous amylolytic enzymes or hydrolytic enzymes of microorganisms (Akigbala et al, 1987). The results indicated that the malt added at the start of Phase II contained more microorganisms than the larger amount of unmalted maize grits at Phase I, which could be attributes of the malting process. Aerobic bacteria and LAB increased to about 7-8 log CFU g-1 during germination of barley (Van Campenhout et al., 1999; Booysen et al., 2002). Low pH is known to slow down the amylase activity but it may also be important for selection of aciduric microorganisms that could carry out borde fermentation. Slower hydrolysis of starch occurs at low pH and this results in a gradual decrease of reducing sugar concentration (Syu and Chen, 1997). Thus, an appropriate balance between the pH at Phase I and main fermentations at Phase II, III and IV is necessary. The inoculation of only 16% unmalted ingredient (enkuro) with 80% of the total malt flour in a 2.7:1 ratio (w/w) and the highest increases (3-4 log cycles) in microbial counts of the mash at low pH in Phase II can be considered as promoting a natural selection of aciduric fermenting organisms for borde fermentation. This phase can be compared to "bulk starter culture" production. Since large number of LAB were attained after 12 h, the fermentation at Phase II may also be shortened by about 6 h and curtail loss of substrate due to further growth of yeasts. Phase III The large amount of unmalted ingredients (gafuma) mixed with tinsis at the start of Phase III diluted the initial microbial counts and acidity of difdif. The bulk fermentation of borde occurred at Phase III. Increases in LAB, AMC and yeasts were only about 1 log cycle at Phase III in contrast to 3 to 4 log cycles at Phase II but both phases had about the same microbial loads at the end. This could be a maximum microbial population attainable in this medium. However, Phase III initially had a LAB load of 8.8 log CFU g-1 and pH 4.4. It would be possible to decrease somewhat the proportion of bulk starter (tinsis) to the rest of the mix (gafuma), increase the initial pH and to give a more economical use of the starter. The number of LAB would still be sufficient to give the fermentation a powerful start. In addition, the activity of the malt amylase would be stimulated by the raised pH, thus providing more fermentable sugars for the LAB culture. On the basis of the time when bacterial stationary growth phase was reached, there is also a potential to shorten Phase III. Phase IV This final phase was characterized by a short-lasting vigorous fermentation with high microbial load. The addition of porridge, small amount of malt and water into the sour difdif at the start of Phase IV reduced the thick consistency, simplified the filtration of the mash and sweetened the taste of borde. The milling and sieving processes made the texture of borde smoother. Active foaming at Phase IV is a sign of ready borde. The role of the technology used at Phase IV is to revitalize the fermentation. Using traditional technology, the time required to make one batch of borde was found to be 96±2 h. At the beginning of each phase the microbial load and TA were lower and pH was higher than that found at the end of its immediately preceding phase. This could be considered as the effect of dilution and buffering by the newly added ingredients. The thick consistency of the mash decreased during the course of fermentation at each phase, especially following the addition of malt. Increasing microbial load, TA and mash temperature and decreasing pH were the common features at each phase of borde fermentation. The mash temperature increased from 22.5 to 29.5°C during borde fermentation. The major increase in mash temperature coincided with accelerated growth of LAB and yeast in all phases (Figs. 2 and 4). It appeared that LAB and yeasts are important in acidic and bubbling fermentation of borde. The high microbial load observed in borde is similar to Zimbabwean mangisi (Zvauya et al, 1997). The low pH in borde is also in agreement with other cerealbased opaque beverages like Ethiopian tella (Sahle and Gashe, 1991), Sudanese merissa (Dirar, 1993), Egyptian bouza (Morcos, 1977), Turkish bouza (Hancioglu and Karapinar, 1997), Tanzanian togwa (Lorri, 1993) and Zimbabwean mangisi (Zvauya et al, 1997). EB were not detected either in borde prepared in this study or in market samples from most of the localities except Awassa. Lactic acid-fermented cereal gruels inhibited the proliferation of pathogenic bacteria provided that the pH is below 4.0 and they also had higher energy density than non-fermented gruel prepared with the same consistency (Lorri, 1993; Nout et al., 1989). Thus, the prolonged, four-phase acidic fermentation would be expected to contribute for the safety of borde. Some of the processing techniques and properties of borde show similarities to other Ethiopian fermented cereal products. For example the fermentation before cooking is similar to souring of dough used for the preparation of varieties of traditional bread; roasting of enkuro and addition of malt is the same as tella brewing; steam cooking of gafuma is also similar to baking of fermented dough wrapped in broad leaves into difo-dabo, a traditional bread. The nature of the equipment used for cooking and fermentation and the sources of fuel are common to these products. Thus, investigation on borde fermentation could also pave the way for development of processing technologies of some other Ethiopian fermented foods. However, the traditional brewing technology of borde is complex, time consuming and wasteful. The preliminary experimental observations showed no clear differences between borde fermented using: 1) earthenware, plastic, glass or metal jars 2) flour or grits and whole grains, 3) 24 h or 48 h fermented grits and 4) kita or enkuro from flour in Phase II (data not shown). In conclusion, this work showed a standard traditional recipe for borde production with distinct functions of the four phases in a "semi-continuous" mode of natural fermentation using a complex technology. The information obtained from this study may serve as a basis for further investigations on process optimisation and eventually, to establish small-scale borde production. Basic research on technological modification can be conducted by monitoring the process parameters and consumers' acceptability of borde without sophisticated equipment. It is possible to suggest shortening of the phases of traditional borde fermentation and also to use alternative vessels to earthenware pot and processing techniques. Investigations are underway to study the effect of modifications on processing techniques and utilization of malt. Acknowledgements The authors acknowledge the Norwegian Universities' Committee for Development Research and Education (NUFU) for sponsoring this work. This work was carried out in the context of a North-South-South (NSS) program 26/96 "Research and development of indigenous fermented foods for small scale commercial processing in East and southern Africa" in collaboration with the Agricultural University of Norway, Norway and Debub University, Awassa College of Agriculture, Ethiopia. We would like to thank Mrs Warite Alambo for the traditional brewing of borde. The assistance of Wendosen Tadesse and Serkalem Yirga is highly appreciated. References
Copyright 2002 The Journal of Food Technology in Africa, Nairobi The following images related to this document are available:Photo images[ft02021f2.jpg] [ft02021t2.jpg] [ft02021f3.jpg] [ft02021t3.jpg] [ft02021t1.jpg] [ft02021f4.jpg] [ft02021f1.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}