 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
Journal of Applied Sciences & Environmental Management, Vol. 6, No. 1, June, 2002, pp. 73-77 Solid Soap Production using Plantain Peel Ash as Source of Alkali *ONYEGBADO, C O; IYAGBA, E T; OFFOR, O J Department
of Chemical Engineering,
University of Port Harcourt,
P.M.B. 5323,
Port Harcourt,
Nigeria. Code Number: ja02016 ABSTRACT: The making of soap using vegetable matter (plantain peel) ashes was examined. All the factors that could cause blackness in the colour of the soap, when the water extract of ashes derived from vegetable matter was reacted with palm oil/palm kernel oil blend, were studied with a view to remedying them. These remedial procedures included a clearer filtration in the extraction stage, which removed virtually all black particles from the extract; elimination of any metallic ions in the ash extract, which could colour the resulting soap, and bleaching of the oil blend. The saponification stage of the soap making process was also changed from those of previous practices since some of the previous saponification processes led to charring of the soap and hence caused it to be black. A neat soap, which was milky white in colour, was obtained when the improved ash extract was reacted with the bleached oil blend. This was also the colour of two other soaps made from pure potassium hydroxide and pure sodium hydroxide alkalis, respectively and the same bleached oil blend. It was concluded that solid soap, which was not black, could be made from ash-derived alkali. This is the first reported case of such an attempt. @ JASEM The making of soaps from ash-derived alkalis has been an age-old craft in Nigeria and many West African countries (Nwoko, 1982). Ash - derived alkalis offer cheap alternatives to imported ones. According to Irvine (1965), agricultural waste materials contain a good percentage of potash. These materials include palm bunch waste, cocoa pod, plantain peels, banana leaves, maize cob, wood, sugar beet waste and many others. When these materials are burnt in air, the resulting ashes contain oxides of potassium and sodium which when dissolved in water yield the corresponding hydroxides according to the equations: Na2O + H2O ® 2NaOH ... (1) The Romans first produced soap nearly 5000 years ago from wood ashes and animal fat (Kirk and Othmer, 1954). Large-scale commercial production did not start however, until the early eighteenth century. Then, soap was produced by the Kettle process, which involved boiling fats and oils with caustic soda. By 1938, several commercially feasible continuous processes had been developed. These have largely replaced the kettle process. Soap comprises sodium or potassium salts of various fatty acids, but chiefly of oleic, stearic, palmitic, lauric and myristic acids; i.e. the alkali metal salts of long chain monocarboxylic acids. Generally, soap making is based on alkaline hydrolysis reaction, saponification, according to the equations: C3H5(OOCR)3 + 3NaOH ® 3NaOOCR
+ C3H5OH ... (3) Or C3H5(OOCR)3 + 3KOH ® 3KOOCR
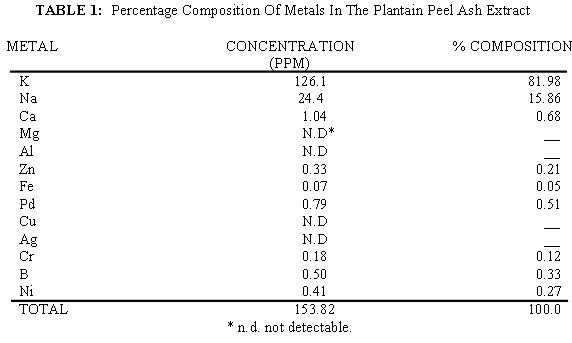
+ C3H5OH ... (4) where R represents the hydrocarbon chain or alkyl group. Commercially, the fat is sourced from tallow, lard, palm oil, palm kernel oil, coconut oil, marine oil, etc. Potassium hydroxide is obtained from electrolysis of potassium chloride using a mercury cathodic cell (Kirk and Othmer, 1954); Sodium hydroxide is obtained from a similar electrolytic decomposition of sodium chloride. Although at present, palm oil and palm kernel oil for the local soap making in Nigeria are readily available, nearly all the alkali for soap making is imported. Furthermore, Nigeria at present lacks the resources to build a modern alkali plant. Following the call by the Federal government of Nigeria, for industries to as much as possible source their raw materials locally, a need has arisen for local supply of the alkali needed in soap making. Sourcing of the alkali from agricultural wastes to replace imported ones has therefore become attractive. Moreover, Edewor (1984) estimated on annual availability of over 30,000 tonnes of KOH derivable from cocoa-pod wastes alone, in Nigeria; which more than met the importation requirements of KOH and NaOH of 26,000 tonnes in 1985. Also Onifade (1994) asserted that the dumping of cocoa-pod wastes in concentrated heaps on the farms (the usual practice in Nigeria) was adverse to soil fertility and that hogs and other livestock could not completely remove the total wastes available, as fodder. Thus the mentioned agricultural wastes needed to be removed from the farms and were indeed potentially viable resources which should be harnessed. Unfortunately, the soaps which had been made when such alkalis derived from vegetable matter ashes were reacted with palm oil in Nigeria and indeed in the entire West African subregion, had always been "soft", black and smelly, although they had good lathering abilities and good cleansing properties. As a result they had found limited uses in the modern sector. Analysis of the extract by Nwoko (1980) and others (Onyekwere, 1996 and Kuye, 1990) showed that the extract was chiefly potassium hydroxide with some quantities of sodium hydroxide. Other metallic ions present, constituting as a whole about 2% of the metallic ions present, were Ca++ Cr++, B+++, Zn++, Fe+++, Pb++ and Ni++. The "softness" of the soap made from the extract could therefore be attributable to its large content of potassium hydroxide as potassium hydroxide soaps are known to be softer than the ones made from sodium hydroxide and have found uses in such areas as liquid soaps; as shampoos; shaving creams; cleaning of dirty floors and kitchen utensils; in emulsion polymerization processes used in rubber and plastic industries and in such other similar uses. In West Africa, ash-derived alkali soaps have been used as medicinal soaps for body cleansing. This study has attempted to improve the quality of ash-derived alkali soaps in order to make them amenable to all the uses previously listed for potassium based soaps by improving the filtration of the water extract of the ashes to remove virtually all black particles that if carried into the soap could colour it black. In addition the saponification stage of the soap making process was modified to avoid charring of the soap made which is a common feature of local soap making process using ash-derived alkalis (Nwoko, 1982). Also, the high carotenoid pigment responsible for the dark colour of the palm oil could contribute to the colour of the resulting soap. Onyekwere (1996) had shown that the bleaching of the oil removed the carotenoid pigment and also the characteristic odour of palm oil in the resulting soap. MATERIALS AND METHODS Extraction of Alkali from Plantain Peel Ashes Unripe plantain peels were collected from Choba village, near Port Harcourt, Nigeria. They were dried in an oven at 100oC for two days to constant weight. The peels were thus said to be "bone-dried". The "bone dried" peels were placed in an open "combustion pan" and heated till the peels ignited. The ignition temperature, which was presumably very high, could not be measured with a mercury-in-glass thermormeter. A metallic rod with a wooden handle was used to turn the burning peels, thus ensuring uniform combustion. The ashing lasted three hours. Another sample of the "bone-dried" peels was not ashed but ground into a fine powder. No alkali was detected when this sample was leached with distilled and deionized water. The ashed sample was homogenized by crushing by hand and then sized to remove large particles. Kuye and Okorie (1990) had shown that a particle size of 1.06 x 10-4m gave the highest concentration of potassium hydroxide when slurry of the ashed sample containing 0.15kg of the ashes in 2.5dm3 of distilled and deionized water was kept for eight hours at 60oC. In this study, the slurry prepared under the above conditions was kept for forty-eight hours in a further attempt to ensure maximum extraction of the alkali. Subsequently, the slurry was filtered to obtain the extract. Spectrophotometric analysis of the extract for metallic ions was done using an atomic absorption spectrophotometer (AAS) available at NAFCON, Onne, Rivers State, Nigeria. The percentage composition of the metal ion in the extract was obtained from the equation:
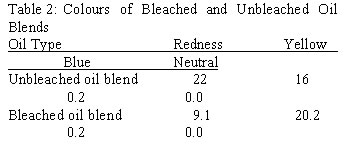
Where X = composition of a given ion (ppm) and Xtotal = total concentration of all the ions present (ppm). A typical calculation for sodium (Na+) is shown below; From Table 1 The molarity of the ash - alkali extract was determined by titrating against 0.1M hydrochloric acid using phenolphthalein indicator. The molarity was 0.23M. Oil Blend Preparation and Characterisation 0.400kg of palm oil and 0.1kg of palm kernel oil purchased from a market in Port Harcourt, Nigeria, were blended to give a ratio of 80:20 by weight. This is the ratio used by established soap producers in Nigeria such as Unilever Plc and P.Z. Plc. 0.04kg of the blended oil was heated to 70oC and poured into a cell in a tritometer (51/4" Lovibond cell). The meter colours were adjusted until they matched the blended sample colour. The colour units were read off. The oil blend was bleached by heating 0.1kg of the oil at 50oC with constant stirring. 0.15ml of 98% sulphuric acid was added to break the long chains of oil molecules. 4g of activated carbon was added and the mixture was stirred for ten minutes. A stopper was inserted containing a thermometer. The oil blend was heated to 85oC at 700mm Hg total pressure maintained with the aid of a vacuum pump for thirty minutes. It was then cooled to 80oC and neutralized with 0.05g of calcium carbonate. The oil was further cooled to 70oC and thereafter filtered. The colour of the bleached oil was obtained by the same procedures outlined for the unbleached oil. Other determinations done prior to saponification included the determination of the saponification value of the oil blend; its titre value; percent impurities and moisture content. These are standard procedures in oil processing and have been detailed elsewhere (Swern, 1964). Saponification Reactions Using a Sample of the Ash-Extract; Pure Potassium Hydroxide Solution and Pure Sodium Hydroxide Solution. The manufacture of soap took place in the saponification reaction stage and involved the following processes: Saponification reaction; "salting out" and what is called "fitting" process to obtain a neat soap. 2172ml of the ashed plantain peel extract containing 28.5g of potassium hydroxide was concentrated to 50% KOH by heating and evaporation in a saponification pot. The amount of KOH in the extract was calculated from the equation
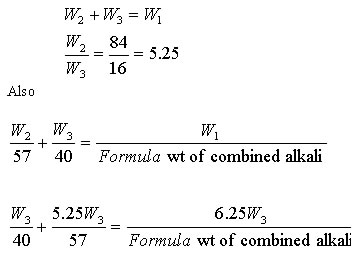
VKOH = Amount of KOH in a given volume of extract Thus assuming as a first approximation that all the extract is KOH; then for 2172ml, amount of KOH in the extract is 28.5g of KOH. If the extract is assumed however to comprise 82% KOH and 16% NaOH and no other alkalis (see Table 1), then the ratio by weight of the two alkalis is 84:16 KOH to NaOH. If W2 is the weight of KOH and W3 is the weight of NaOH in the same 2172ml of extract, then
From equation the above formula weight of combined alkali is 53.37g/gmoles; and the amount of combined alkali in the extract is 26.7g. The higher value has been retained in this work because in soap making a slight excess of alkali is usually recommended in order to ensure that all the fat is saponified and also because of the antibacterial effect of alkalis (Kirk and Othmer, 1954) The concentrated extract was heated to 80oC and 134.3g of bleached oil blend (the amount of oil blend that completely saponified 28.5g of the potassium hydroxide; as determined by the saponification value of the oil blend) was gradually charged into the pot. The temperature was maintained at 80oc and 5ml of distilled water was added intermittently while the mixture was continuously stirred. Saponification continued until the solution became creamy. This took approximately forty minutes. About 50ml of sodium chloride brine was charged into the saponification pot and the soap was completely homogenized and maintained at the temperature of 70oC for 30 minutes. The crude soap mass was separated by allowing the pot and its contents to cool. The soap formed a cake on the surface of the pot while lye (a solution of glycerol and brine) was below. The lye was removed by piercing the soap mass and pouring out the solution. this is the salting out process. Thereafter the soap was fitted by heating it to 90oC with the addition of 5ml of the distilled water and maintaining the temperature at 90oC for twenty minutes. The saponification pot and its contents were then put in an oven and maintained at 90oC for 30 hours. The essence was to wash off excess brine, lye and nigre (partially formed soap). The neat soap, which separated out on the surface, was cooled and removed. For the saponification processes using the pure alkalis, the equipment and procedures were the same as above, except that 50% (w/w) of pure potassium hydroxide and 50% pure sodium hydroxide solutions were used in turn, respectively, in place of the ashed plantain peels extract. RESULTS The spectrophotometric analysis (Table 1) showed that the main metallic ions present in the ashed-peel extract were potassium 81.98% and sodium 15.86%. All other detectable ions were present in very small quantities and made up the remaining 2.16%. Table 1 shows the metallic ions present and their percent composition. The palm oil/palm kernel oil had a high saponification value of 206 which implied that 206mg of potassium hydroxide saponified 1g of the oil blend. The oil had a moisture content of less than 0.9% and was about 99.2% fats and oils. The colours of the bleached and unbleached oils are shown in Table 2. According to Table 2 Redness was considerably reduced by bleaching which Yellowness increased giving the oil a light colour. DISCUSSION The soap produced using 50% potassium hydroxide solution as alkali was "soft" but stronger than a thick paste. The ash alkali soap had a harder consistency. The sodium soap was very hard. The small difference in hardness between the pure potassium hydroxide soap and the ash-extract soap could be accounted for by the presence of other metallic ions notably sodium. The foamability of the two pure substance soaps were very marginally different from that of the ash-extract soap, apparently due to the presence of calcium ions which cause hardness of water and hence could reduce soap foamability. All the three soaps had the same milky white colouration. Kuye and Okorie (1990) had obtained a light yellow soap using palm-bunch waste as source of alkali but were only able to make a liquid soap; seemingly because of the low concentration of alkali (extract) used and the air-bleaching of the oil employed which is generally not as effective as the bleaching process of this study. In this work attempts have been made to, as much as possible, duplicate the soap making conditions of a modern soap making plant that uses the batch process. The only difference has been the use of vegetable matter ash extract as one of the sources of the alkali. CONCLUSION AND RECOMMENDATIONS Soap has been produced which meets the standards of potassium based soaps from alkali derived from plantain peel ashes. The soap is amenable to uses previously listed for potassium based soaps. An estimate of per capita soap consumption in Nigeria for body cleansing alone is 0.015kg/day (Onyegbado, 1984). This would require about 27,000 tonnes of NaOH per annum from the saponification value of the oil blend for a population of 100 million people. Recent estimates (Edewor, 1984 and Onifade, 1994) show that substantial amounts of KOH can be obtained from vegetable matter ashes. In particular vegetable matter represent a potentially viable material resource which if not properly harnessed, could actually harm the environment. It is therefore recommended that the potassium hydroxide and sodium hydroxide produced from vegetable matter ashes be used to replace imported ones in soap production. The soap made from alkali derived from plantain peel ashes reported in this work was milky white in colour, the same colour as pure potassium hydroxide alkali soap and pure sodium hydroxide alkali soap, made as controls, using the same blend of bleached palm oil and palm kernel oil. In sum, a neat solid soap which is not black and of almost the same properties as a pure potassium hydroxide soap has been shown to be derivable from the water extract of ashes of plantain peels. The benefits of a cheap and easily available alkali sources for a cash- strapped developing nation such as Nigeria are immense indeed. Efficient designs in the unit operations of the soap making process, as well as in the saponification reaction stage, to bring about a reasonable substitution of locally derived potassium hydroxide alkali, for imported ones, should be pursued. REFERENCES
Copyright 2002 - Journal of Applied Sciences & Environmental Management The following images related to this document are available:Photo images[ja02016t1.jpg] [ja02016t2.jpg] |
| |||||||||
{kind=link}
{kind=link}