 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
Journal of Applied Sciences & Environmental Management, Vol. 9, No. 2, 2005, pp. 65-72 Effect of Processing Techniques on The Contents of Flatulence Factors and Emulsion Properties of Cowpea (Vigna unguiculata) 1*ONYESOM, I; 2+ENAHOLO, AT;1MORDI, J a Department
of Medical
Biochemistry, Faculty of Basic Medical Sciences, Delta State University, P.O.
Box 144, Abraka, Nigeria. E-mail: onyesominno@yahoo.co.uk, Tel:
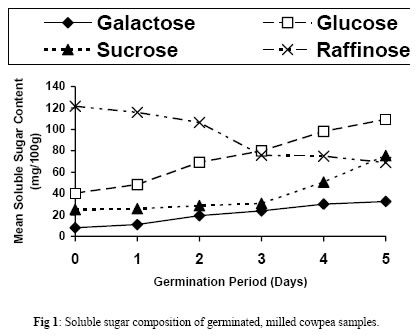
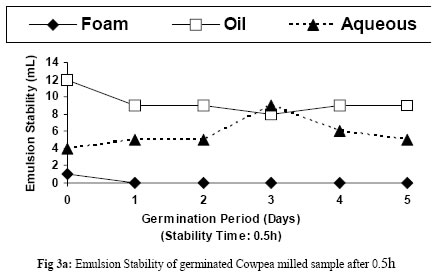
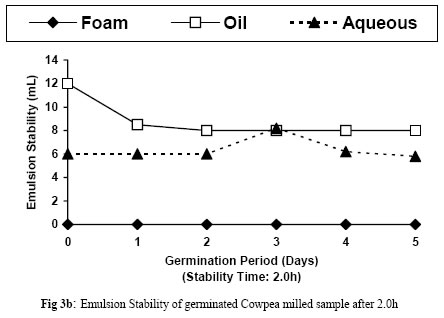
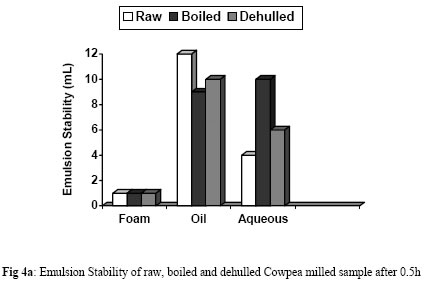
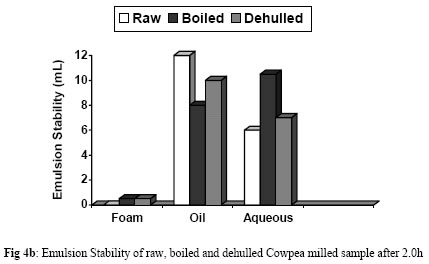
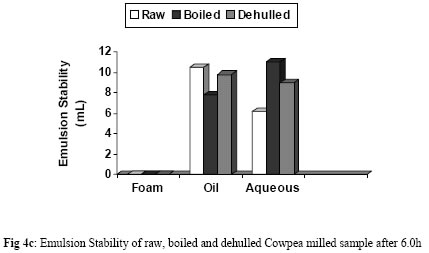
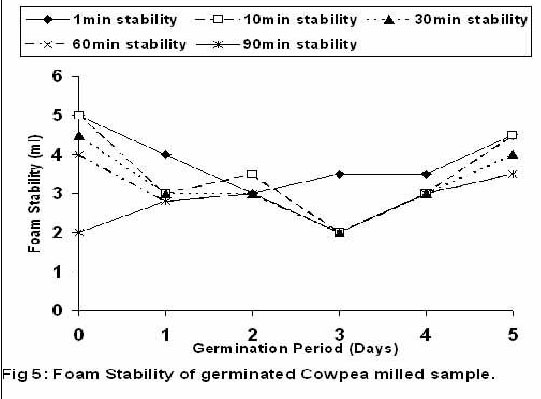
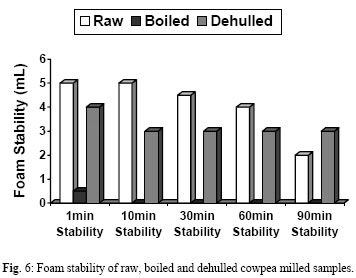
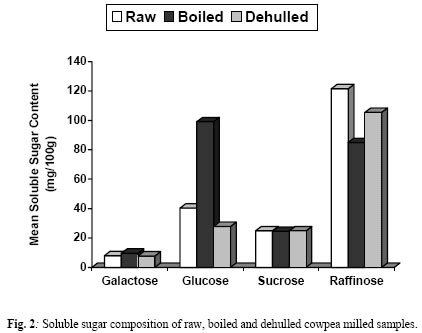
+234 803 052 801 6 Code Number: ja05047 ABSTRACT The effect of some processing techniques (germination boiling and dehulling) on the soluble sugar contents and the emulsion property of processed flour were studied. Results show that germination significantly reduced the raffinose level from the third to the fifth day sprouting period (P<0.05). Boiling and dehulling also reduced the content of this flatus oligosaccharide (raffinose) but not to a significant proportion (P>0.05). The contents of other soluble sugars-galactose, glucose and sucrose were increased by germination (P<0.05) and boiling (P>0.05) but reduced by dehulling (P>0.05). Germination, dehulling and boiling lowered the emulsion stability property of cowpea flour. Even though, it is not conventional to either malt or dehull cowpea seeds before cooking, individuals should be advised to do so, in order to minimize the flatus potential and the accompanied discomfort associated with beans consumption. However, such processing techniques would not be appropriate for foods that need good emulsion. @JASEM. Cowpea, Vigna unguiculata belongs to the group of crops known as legumes which are edible seeds. Cowpea or beans as it is popularly known is indigenous to West Africa (Onigbinde and Onobun, 1993) and it is a major source of human and animal food. The vegetative part of the cowpea plant can be buried into the soil to improve its fertility, and also, cowpea is a well known leguminous cover crop. In Nigeria it is usually interplanted with cereals as a mixed crop (Oyenuga, 1968). However, legumes are especially well known to produce flatulence in humans (Onigbinde and Akinyele, 1983) due to the oligosaccharide content which form a major reserve of soluble carbohydrates during seed dormancy. In man, the enzymes α-galactosidase is not present in the digestive system, and as such man is unable to digest oligosaccharides. However, microflora in the lower intestine previously identified as gram-positive, spore forming anaerobic bacteria of Clostridia group are able to synthesize enzymes that ferment these undigestible oligosaccharides to produce CO2, H2, CH4, H2S and NH3 (Singh et al., 1993) The mixture of these gases produces flatulence, a discomfort that is specifically associated with consumption of low molecular weight oligosaccharides mostly present in legumes (Phillips, 1993). Raffinose, stachyose and verbascose have been identified as flatulence – inducers and when digested cause accumulation of gas, discomfort, diarrhea, pain and cramps (Deshpande and Deshpande, 1991; Liew and Buckle, 1990; Phillips, 1993); a factor which has tended to render legumes less acceptable. Nutritionists are therefore posed with the challenges of innovating processing techniques that could be used to either significantly reduce or completely eliminate the flatulence factors in foods without necessarily reducing its nutritive quality. This study thus, attempts to establish the influence of germination, boiling and dehulling on the soluble sugar (galactose, glucose, sucrose and rafinose) composition of a local cultivar of Vigna unguiculata. The potential food uses of the processed mill would also be analyzed using the emulsion stability index as this is what largely determines its acceptability and application as an ingredient in food systems. MATERIALS AND METHODS Seed Purchase: The seeds of a local black eyed variety of cowpea, Vigna unguiculata were purchased from a peasant farmer in Ekpoma, Edo State, Nigeria. Seed Selection and Treatment: Mature and viable seeds with uniform size were selected by hand picking. Selected seeds were soaked in a 2% sodium hypochlorite solution for 30min and washed thoroughly with distilled water several times in order to prevent microbial contamination during handling and processing. Seed Processing Techniques Germination: The selected and treated seeds (about 35) were placed on a moist tissue paper in a petridish for germination over a period of 1, 2, 3, 4, and 5 days in a dark cupboard. After each day of germination, the cowpea seeds in a particular petridish were harvested and placed in a dryer (Gallen Kamp Size 2) for 18-24h at a temperature regulated between 55 and 600C, until a constant weight of the seeds was obtained. Boiling: Some of the hand-picked, treated seeds were boiled at 1000C for 2hrs. This treatment softened the seeds, which were then dried (as above) until a constant weight was obtained. Dehulling: Some of the selected and treated seeds were dehulled by carefully removing the outer coat or testa of the seeds. The dehulled seeds were then dried to a constant weight. The raw and intact seeds were also dried to a constant weight. Milling of Dried Seeds: The different processed (germinated, boiled, dehulled and raw intact) dried seeds were then milled separately in a hammer mill (Glen Crestonto 14-580s) to obtain a fine powder, which was stored in labeled sample bottle at room temperature. Soluble Sugar Determination (Onigbinde and Akinyele, 1983): Extraction of Soluble Sugars From the Milled Sample: Two grams of the milled sample was extracted for 30min with 10ml of 80% ethanol at 600C using a magnetic stirrer. The extract was filtered through a No. 1 Whatman filter paper and the ethanol evaporated in a water bath (Gallen Kamp KQ606; Citenco Ltd.) at a temperature of 800C to give a final volume of 2ml. One gram of each standard (reference) sugar (raffinose, sucrose, glucose and galactose) was dissolved in 100 ml of distilled water to make a 1% solution. Separation and Identification of Sugars: The soluble sugars: glucose, galactose, sucrose and raffinose in the 2ml extract were separated and identified using paper chromatography. Whatman No. 1 (5cm x 45cm) was used and samples and the reference sugars were spotted with a micro-capillary tube to deliver 0.01ml at 2.5cm from either side and 9cm from the upper end of the paper. The spotted paper was eluted for 20h in a chromatographic tank saturated with the vapour of a solvent mixture of n-butanol: ethanol: ammonia: water in the ratio 8:1:1:2 (v/v) (Onigbinde and Akinyele, 1983). Separation was by downward elution. Spotting and elution was duplicated. The paper was air dried after elution and one of the duplicate paper spotted was dipped into 10% silver trioxonitrate (v) (AgNO3) in acetone and finally in 0.5M ethanolic sodium hydroxide (NaOH) to develop the spots. The papers were dried in the oven at 800C for 15min and the spots were identified based on glucose retention factor, RG. Quantitative Analysis: The identified spots (for glucose, galactose, sucrose and raffinose) were cut out carefully and each was separately soaked in 2ml of distilled water to ensure total dissolution of the constituent sugar in water. Then, 0.1ml of 5% phenol was added to each dissolved sugar followed by rapid addition of 0.5ml concentrated tetraoxosulphate (vi) acid (H2SO4). Each tube containing the sugar-reagent mixture was then placed in a water bath to cool for 20min. The absorbance of the cooled mixture was read at 490nm using the spectrophophotometer (Spectronic 21), and the corresponding concentration was extrapolated from the standard calibration curve prepared from each reference sugar. Flatulence Factor: The flatulence factor was determined by the proportion of raffinose, a flatus oligosaccharide that bears direct relationship to flatulence potential. Hence, its concentration is directly proportional to the flatus volume of Vigna unguiculata (Mnembuka and Eggum, 1995). Determination of Emulsion and Foam Stability: Emulsion Stability (Okezie and Kosikowski, 1981): Half gram of each milled sample was dispersed in 12.5ml distilled water, then 12.5 ml vegetable oil was added at a rate of 12.5ml/130 sec while blending. Each sample was blended in a warring micro-blender (Moulinex Type 276) at high speed for an additional 60 sec and transferred into a 50ml graduated cylinder. Volumetric changes in the foam, oil and aqueous layers were recorded after 0.5, 2.0 and 6.0 h. Foam Stability: Half gram of each milled sample was blended with 40ml of distilled water at high speed in a warring micro-blender for 1 min. After blending, each sample was transferred into a 100ml graduated cylinder. The volume of the foam in the standing cylinder after whipping was recorded as foam stability at 1,10,30,60 and 90min. RESULTS The results of the analysis are presented in Figures 1 – 7. The data in Fig.1 shows the mean changes in soluble sugar contents induced by seed germination (1 – 5 days). The concentration of galactose, glucose and sucrose increased progressively as germination proceeds but the raffinose level decreased steadily with increasing duration of germination. Except for sucrose, these changes were observed to be statistically significant from the 3rd day of germination (P<0.05) using ANOVA. Boiling increased the concentrations of galactose (P>0.05) and glucose (P<0.05) but reduced the levels of sucrose (P>0.05) and raffinose (P<0.05). Dehulling insignificantly (P>0.05) decreased the concentrations of all the soluble sugars determined. Fig. 3 shows the emulsion stability after 0.5h (Fig. 3a), 2.0h (Fig. 3b) and 6.0h (Fig. 3c) of the foam, oil and aqueous phase of the cowpea milled samples. Fig. 3c, shows that after 6h of stability, the foam layer disappeared completely, oil layer decreased from 10.5ml (raw) to 7.0ml (day 2), but increased to 8.0ml (in day 5). The aqueous layer also increase from 6.2ml (raw) to 8.5ml (in day 3) but the day 5 sample decreased to 5.8ml. Fig. 4 (a, b & c), show the emulsion stability of boiled and dehulled cowpea milled sample after 0.5h (Fig. 4a), 2.0h (Fig. 4b) and 6.0h (Fig. 4c) of the foam, oil and aqueous phase. Boiling and dehulling produced similar effects on emulsion stability when compared with the germinated sample using the raw sample as reference. In addition, it was observed that after 6h of stability the raw, 4th and 5th day germinated samples did not separate out completely, indicating a more stable emulsion. Fig. 5 shows foam stability of raw (day 0) and germinated (1-5 days) cowpea milled sample after 1min, 10min, 60min and 90min after whip. The data presented on Fig. 5, indicates that after 90min of stability, the foam stability increased from 2.0ml (raw) to 3.5ml (in day 5), while the first and second day germinated samples had stable foam, 30 and 60min respectively after whip. The third, fourth and fifth day germinated samples had a stable foam at 10 and 60 min respectively. Fig. 6, shows the foam stability of boiled and dehulled cowpea milled samples after 1min, 10min, 30min, 60min and 90min of whip. For dehulled sample, foam stability was 4.0ml after a minute stability and 3.0ml after 90 min stability, but for the boiled sample, foam completely disappeared after 10min of stability. DISCUSSION Galactose, glucose and sucrose contents progressively increased and were found to have a respective percentage increase of about 307%, 200% and 202% at the end of the 5-day germination period, but raffinose, an oligosaccharide steadily decreased by 67% at the end of the same germination period. (Fig. 1) A similar decrease in raffinose with subsequent increase in sucrose and glucose has been reported (Abudu and Akinyele, 1989). Liew and Buckle (1990) found that germination rapidly decreased the stachyose and raffinose contents in pigeonpea cotyledon by 3rd day, while the total soluble carbohydrates predominantly sucrose increased steadily during the first five days but reduced thereafter. The decrease in raffinose as days of germination increased can be attributed to the presence of the enzyme, α- galactosidase which hydrolyzes raffinose to the respective monosaccharides. The increase in galactose suggests that raffinose (and perhaps, other oligosaccharides) might have been degraded since almost all oligosaccharides contain at least one galactose unit. However, the increase in sucrose (and glucose) may be attributed to the degradation of starch and other related polysaccharides by the α- and β-amylase and debranching enzyme, α1→6 glucosidase. While boiling was found to increase the concentration of galactose and glucose, it was however discovered to reduce the concentration of sucrose and raffinose. Galactose and glucose were found to increase by 19.4% and 146% respectively, but sucrose and raffinose decreased by 1.8% and 30% after boiling. The increase in concentrations of galactose and glucose coupled with subsequent decrease in the levels of sucrose and raffinose shows that the two latter molecules are heat labile. Dehulling of cowpea reduced the levels of all the soluble sugars (Fig.2). Galactose, glucose, sucrose and raffinose decreased by 3.13%, 31.10%, 0.40% and 13.20% respectively, in the dehulled sample. This observation, suggests a possible localization of all the soluble sugars in the seed coat. Although, this study does not report the total amount of oligosaccharides present in the cowpea, Vigna unguiculata, it is of biochemical interest vis-à-vis cowpea beans digestion, which germination could lead to a reduction in the level of raffinose (and possibly other oligosaccharides) in beans. Mnembuka and Eggum (1995) observed that a 5g portion of raffinose caused an elevation in flatus volume in man, equivalent to that produced by 100g cowpeas, on the average, which represents an elevation of about 300ml in flatus volume. A mean value of 121.5mg raffinose/100g raw sample reported in this study therefore, indicates that the consumption of an average meal of cowpea beans could cause some discomfort in man, but germination significantly reduced the raffinose level, a flatus oligosaccharide. Nevertheless, there are other oligosaccharides-stachyose, melibiose and verbascose with potential flatulence property which may or may not be altered by germination. Raw, 4th and 5th day germinated samples had high emulsion stability (Fig.3). This is because their emulsions did not separate completely. Sathe, et al. (1982) reported that it is the globular nature of food materials that confers a high emulsion stability. The knowledge of emulsion stability helps in ice cream, baking and high protein food production in food industries. Again, the 5th day germinated sample had stable foam, 60min after whip. Paredes – Lopez et al., (1991) reported that foam stability is important because whipping agents depend on its ability to maintain the whip as long as possible. The processing techniques used increased the soluble sugar contents except that of raffinose, and reduced the emulsion and foam stability of the processed flours. Although, not a common tradition, consumers should be encouraged to either germinate or dehull bean seeds before cooking in order to reduce the level of the flatus potential and its associated discomfort. However, such treatment would not be suitable for foods that require good emulsion and foaming properties. Acknowledgement: We sincerely acknowledge the immense contribution of Prof. A.O. Onigbinde, Prof. L.A.D. Duru and the Laboratory Staff members of P.T.I. and SPDC – West, Warri. REFERENCES
The following images related to this document are available:Photo images[ja05047f3c.jpg] [ja05047f6.jpg] [ja05047f4c.jpg] [ja05047f3b.jpg] [ja05047f4b.jpg] [ja05047f3a.jpg] [ja05047f4a.jpg] [ja05047f1.jpg] [ja05047f5.jpg] [ja05047f2.jpg] |
| |||||||||
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}