 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
INFLUENCE OF SPONTANEOUS FERMENTATION ON SOME QUALITY CHARACTERISTICS OF MAIZE-BASED COWPEA-FORTIFIED NIXTAMALIZED FOODS Emmanuel Ohene Afoakwa *, Samuel Sefa-Dedeh, Agnes Simpson Budu, Esther Sakyi-Dawson & Justice Asomaning Department of Nutrition and Food Science, University of Ghana,P. O. Box LG
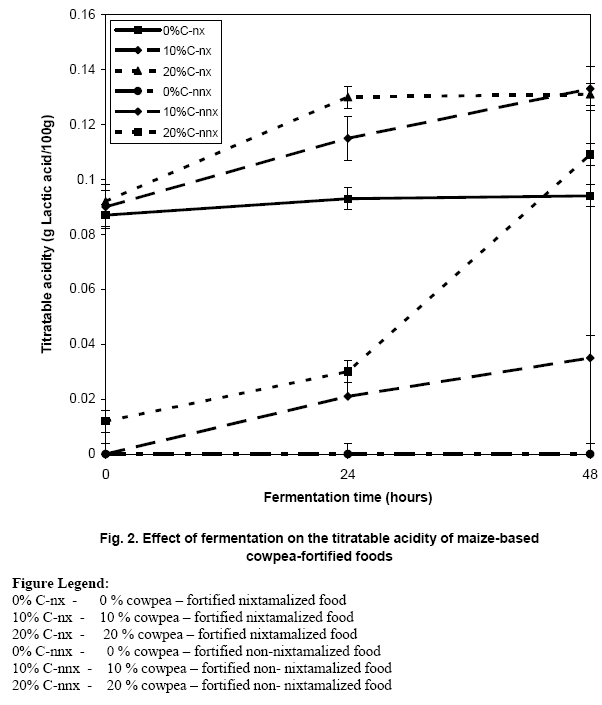
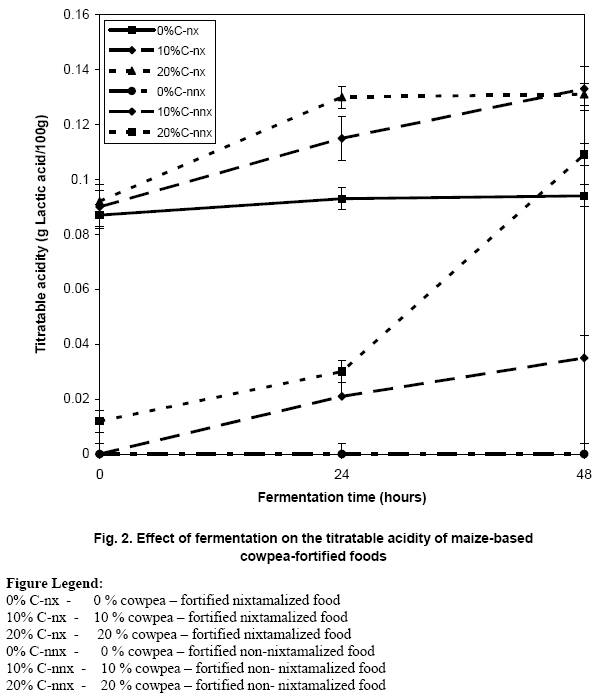
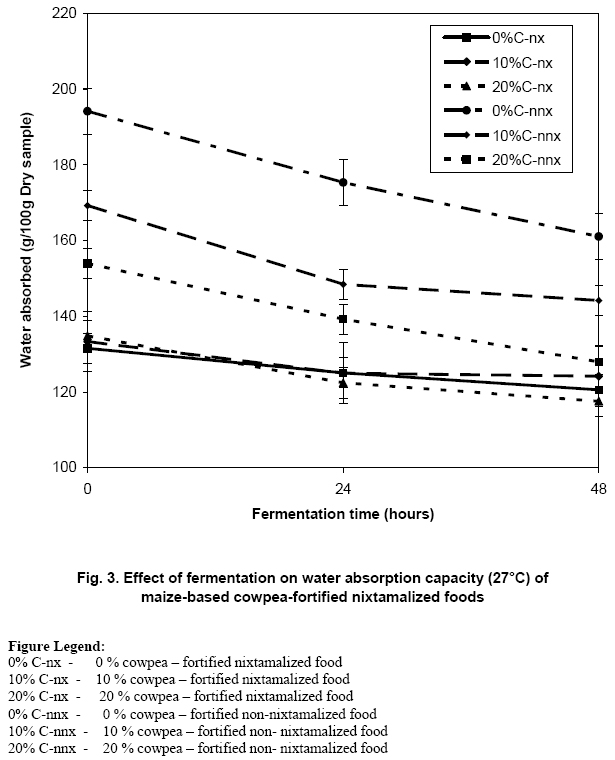
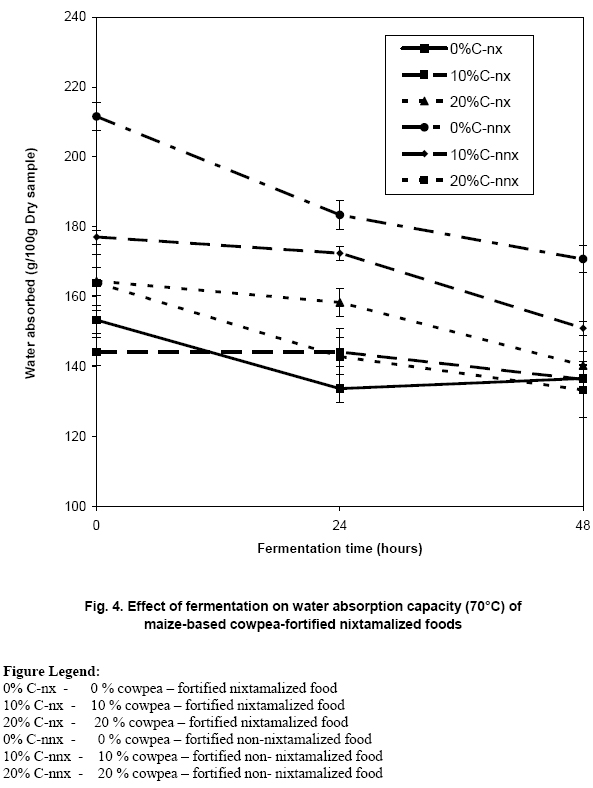
134, Legon-Accra, Ghana ABSTRACT Spontaneous fermentation has been identified to improve the quality characteristics of foods derived from them. When combined with cowpea fortification and nixtamalization, it is expected to improve the nutritional, functional, physico-chemical and sensory qualities of maize based foods thereby improving the qualities as well as broadening the food processing techniques in sub-Saharan Africa. This study was therefore aimed at investigating the influence of spontaneous fermentation on the functional, physico-chemical and sensory characteristics of maize-based cowpea-fortified nixtamalized foods. A 3x3x2 factorial experiment with fermentation time (0, 24, 48 h), cowpea (0, 10 and 20%) and alkaline treatment (nixtamalized and non-nixtamalized maize) was used. Samples were analyzed for pH, titratable acidity and water absorption capacity (27°C and 70°C). The blends were dried using the cabinet drier, milled into flour and processed into a snack food. The cylinder probe test was used in a TA-TX2 Texture Analyzer to measure the hardness of processed snack foods and sensory analysis was conducted to determine the acceptability of the snack products. The pH of all the nixtamalized samples decreased with fermentation time and cowpea fortification with concomitant increase in titratable acidity. Cowpea addition caused decreases in the pH from 9.68 to 6.12 in the unfermented nixtamalized samples. Contrary to this trend, general increases in titratable acidity were observed with fermentation and cowpea addition of the products. The water absorption capacities at both 27°C and 70°C of all the nixtamalized blends generally decreased with fermentation time and cowpea fortification. The texture (hardness) of the formulated products were acceptable. Sensory evaluation indicated that the techniques of nixtamalization, fermentation and cowpea fortification used for the processing of the products did not influence their acceptability by the panel. Nixtamalized maize can therefore be subjected to spontaneous fermentation with cowpea fortification to enhance the functional, physico-chemical and sensory properties of products derived from them, thereby serving as alternative food technologies to maize processing in sub-Saharan Africa. Keywords: Maize, fermentation, cowpea-fortification, nixtamalization, functional properties. French L'influence de la fermentation spontanée sur certaines caractéristiques de la qualité des aliments dérivés du maïs nixtamalisés fortifiés avec des petits pois. Résumé La fermentation spontanée a été identifiée pour améliorer les caractéristiques de la qualité des aliments qui en dérivent. Lorsqu’elle est combinée avec la fortification et la nixtamalisation du petit pois, elle est supposée améliorer les qualités nutritionnelles, fonctionnelles, physico - chimiques et sensorielles des aliments dérivés du maïs et, de ce fait, elle améliore les qualités et élargit les techniques de traitement des aliments en Afrique subsaharienne. La présente enquête avait donc pour but d’étudier l'influence de la fermentation spontanée sur les caractéristiques fonctionnelles, physico - chimiques et sensorielles des aliments dérivés du maïs nixtamalisés fortifiés avec du petit pois. Une expérience factorielle de 3x3x2 avec le temps de fermentation (0, 24, 48 h), le petit pois (0, 10 et 20%) et le traitement alcalin (maïs nixtamalisé et non - nixtamalisé), a été utilisée. Des échantillons ont été analysés pour mesurer la teneur en pH, l’acidité titrable et la capacité d'absorption de l'eau (27°C et 70°C). Les mélanges ont été séchés en utilisant un coffre de séchage, moulus en farine et traités pour produire des casse-croûte. Le test de sondage de cylindre a été utilisé dans un analyseur de texture TA -TX2 pour mesurer la dureté des casse-croûte traités, et une analyse sensorielle a été menée pour déterminer l'acceptabilité de ces amuse-gueule. Le pH de tous les échantillons nixtamalisés diminuait avec le temps de fermentation et la fortification du petit pois avec l'accroissement concomitant de l’acidité titrable. L’addition du petit pois a causé des diminutions dans le pH passant de 9,68 à 6,12 dans les échantillons nixtamalisés non fermentés. Contrairement à cette tendance, les accroissements généraux de l’acidité titrable ont été observés avec la fermentation et l’addition du petit pois aux produits. Les capacités d'absorption de l’eau à 27°C et 70°C de tous les mélanges nixtamalisés diminuaient généralement avec le temps de fermentation et la fortification du petit pois. La texture (dureté) des produits formulés était acceptable. L'évaluation sensorielle a indiqué que les techniques de nixtamalisation, de fermentation et de fortification du petit pois utilisées pour le traitement des produits n'ont pas influencé leur acceptabilité par le panel. Le maïs nixtamalisé peut donc être soumis à la fermentation spontanée avec la fortification du petit pois pour améliorer les propriétés fonctionnelles, physico - chimiques et sensorielles des produits qui en dérivent, de ce fait servant comme des technologies alimentaires alternatives au traitement du maïs en Afrique subsaharienne. Mots-clés: Maïs, fermentation, fortification du petit pois, nixtamalisation, propriétés fonctionnelles. INTRODUCTION Spontaneous lactic acid fermentation is widely applied in the processing of cereals for the preparation of a wide variety of dishes in Africa and it contributes to the development of acceptable texture, flavour and improves the safety of foods [1, 2, 3]. Fermentation has also been identified to significantly improve the nutritional value (protein quality) of maize-based foods and as well reduce their anti-nutritional factors [4]. The high dependence on maize as a staple food in tropical Africa, coupled with the low nutritive value of the commodity has led to the investigation of simple traditional methods in the improvement of the chemical and functional qualities of maize-based foods. The use of legumes such as cowpeas has been successfully used to increase the nutritional value of cereal foods [1, 5, 6]. Cowpeas have high protein content and constitute the natural protein supplements to staple diets. Protein quality is synergistically improved in cereal-legume blends because of the lysine contributed by the cowpea and methionine contributed by the cereal [7, 8]. The process of nixtamalization is popular in Mexico and Central America and has been applied to maize for centuries [9, 10]. It has been reported to lead to increased bioavailability of niacin, improved protein quality, increased calcium and reduction of aflatoxin concentrations in foods [11]. Nixtamalization in combination with other processes can be applied to further improve the processing and utilization of maize. Previous work by Sefa-Dedeh et al. [12] showed a drastic reduction in amylograph viscosity when nixtamalized maize dough (masa) was fermented. As a means of resolving the problem of low protein quantity of cereal-based foods caused by the high starch content of cereals, cowpea fortification of traditional foods in Ghana has led to improvements in protein quantity and quality of foods which are usually made from maize [1, 6, 13]. Other studies conducted by Afoakwa and others reported that the combined use of fermentation and cowpea fortification led to significant improvement in the nutritional quality of maize-based foods [8]. This suggests that a combination of fermentation and cowpea fortification may prove a means of improving product functionality, protein nutrition and micro-nutrient availability in nixtamalized foods. The rationale of this study was to investigate the influence of spontaneous fermentation on some functional, physico-chemical and sensory characteristics of maize-based cowpea-fortified nixtamalized foods. MATERIALS AND METHODS Materials Maize (Zea mays) was obtained from a market in Accra. Cowpea (Vigna unguiculata) var Pamproba was obtained from the Ministry of Food and Agriculture Extension Farms in Accra, Ghana. All products were stored at 4°C (Relative humidity 65-100%). Lime [Ca(OH)2] laboratory grade, was obtained from BDH Chemicals Ltd., Poole, England. Experimental design and sample preparation A 3x3x2 factorial experiment with fermentation time (0, 24, 48 h), cowpea (0, 10 and 20%) and alkaline treatment (nixtamalized and non-nixtamalized maize) was used. The traditional steeped maize (non-nixtamalized) was prepared by cleaning and steeping the maize in water for 24 h. The steeped maize was washed and dried. Cowpea was dehulled by soaking whole cowpea seeds in water for 4 min at room temperature, oven-dried at 55°C for 3 h and dehulled using a disc attrition mill (Agrico Model 2A, New Delhi). The cotyledons were separated from the hulls using a seed aspirator and the samples packaged in polypropylene bags. Nixtamal was prepared by boiling whole maize in 1% lime solution for 30 min and steeped in the cooked liquor for 14 h. The steeped grains were washed thoroughly with water to remove excess lime and mixed with the dehulled cowpea. The composite mixtures were milled using a Disc attrition mill (Model 10-2A, New Delhi, India) into a meal. The meals produced were mixed with water to form a dough of 55% moisture content, fermented for 0, 24 and 48 h respectively. The pH and titratable acidity of the samples were determined at 0, 24 and 48 hours of fermentation. After fermentation, the dough was dried in an air oven at 50°C for 16 hours and the dried samples milled into fine flour using the hammer mill (Christy and Norris Ltd., Chelmsford, England). The flour samples obtained were analysed for moisture content and water absorption capacity (25°C and 70°C). For sensory evaluation, the flour was reconstituted into a 55% moisture dough and rolled into a smooth paste, which was shaped into discs of 8-12 cm diameter and deep-fried in vegetable oil. Methods pH and titratable acidity Ten grammes of dried flour was mixed with 100 ml distilled water. The mixture was allowed to stand for 15 min, shaken at 5 min intervals and centrifuged at 3000 rpm for 15 minutes using a Denley centrifuge (Model BS4402/D, Denley, England). The supernatant was decanted and its pH was determined using a pH meter (Model HM-30S, Tokyo, Japan). Ten (10) ml aliquots (triplicate) were titrated against 0.1M NaOH using 1% phenolphthalein as indicator. Acidity was calculated as grammes Lactic acid/100g sample. Water absorption capacity Five grammes of sample was weighed into a centrifuge tube and 30ml of distilled water at temperatures of 25°C and 70°C added. The mixture was stirred and allowed to stand for 30 min and centrifuged using a Denley centrifuge (Model BS4402/D, Denley, England), at 3000 rpm for 15 min. The supernatant was decanted and the increase in weight noted by weighing. The water absorption capacity was expressed as a percentage of the initial sample weight. The determination was done for duplicate samples. Texture The texture of the products was determined by using a TA-XT2 Texture Analyser (Stable Micro Systems, Surrey, England), equipped with a probe adaptor (150 mm). The work done in breaking the sample was determined. The test was replicated five (5) times at a crosshead speed of 5 mm/s and a distance of 35 mm. The force-deformation curve was plotted using the XT.RA Dimension, version 3.78 computer software (Stable Micro Systems, Surrey, England). Sensory evaluation Coded samples were served to a 30-member panel who were asked to indicate their degree of acceptability of the product by scoring on a 15 cm scale with 1 being like extremely and 15, dislike extremely. The quality attributes scored were colour, texture (crispness), taste and overall acceptability. Statistical analyses The data obtained from the analyses were statistically analyzed using Statgraphics (Graphics Software System, STCC, Inc. U.S.A). Comparisons between sample treatments and the indices were done using analysis of variance (ANOVA) with a probability p<0.05. RESULTS pH of the nixtamalized foods The pH of all the samples decreased with fermentation time and cowpea fortification (Fig. 1). However, the decrease was more pronounced in the blends containing non-nixtamalized maize. The pH of the sample made of 100% nixtamalized corn was 9.69 and decreased to 7.32 after 48 h of fermentation. Likewise, the pH of the 100% nixtamalized sample decreased from 9.69 to 6.12 with 20% cowpea at the beginning of fermentation and decreased further to 4.42 after 48 h of fermentation (Fig. 1). The non-nixtamalized samples, however decreased from 4.90 to 4.59 after 48 h of fermentation while decreases of 5.0-4.39 and 5.0-4.27 were observed for the samples with 10% and 20% cowpea, respectively. Sefa-Dedeh et al. [13] reported that the pH of nixtamalized corn decreased with fermentation time reaching a value of 4.13 after 72 h. Analysis of variance of the data indicated that, the fermentation time and cowpea level significantly (p<0.05) affected their pH. Multiple range analysis on the effect of the fermentation time, revealed that samples fermented for 24 and 48 h were distinctly different from the unfermented blends in terms of their pH values. Likewise, the nixtamalized and non-nixtamalized samples were also different. The 48 h fermented nixtamalized sample fortified with 20% cowpea however compared favourably with the non-nixtamalized samples. Titratable acidity The 100% nixtamalized maize flours were alkaline and no acidity was measured in these samples throughout the 48 h fermentation period. The titratable acidity in all the other samples increased with fermentation time (Fig. 2). After 48 h of fermentation, the nixtamalized samples containing 10% and 20% cowpea had some accumulation of acids up to 0.035 and 0.109 g lactic acid/100g dry sample. The non-nixtamalized flours however had increasing acidity levels of 0.087-0.094 g lactic acid/100g dry sample after 48 h of fermentation. Cowpea addition increased their acidity levels from 0.90-0.133 g lactic acid/100g dry sample within the 48 h fermentation period. Analysis of variance of the data showed that fermentation, cowpea addition and sample treatment had significant effect (p<0.05) on the titratable acidity of the foods. Multiple range analysis on the sample treatment revealed that the non-nixtamalized foods were distinctly different from the nixtamalized foods. As well, the 24 and 48 h fermented samples were different from the 0 h samples. Water absorption capacity The water absorption capacities at both 27°C and 70°C of all the nixtamalized blends generally decreased with fermentation time and cowpea fortification (Fig. 3 & 4). The water absorption capacity at 27°C of the 100% nixtamalized flours decreased sharply from 194.13 to 161.05 g/100g dry sample within the 48 hour fermentation period as compared to the 100% non-nixtamalized flour which decreased slightly from 131.32 to 120.57 g/100g dry sample during the period (Fig. 3). Cowpea fortification showed similar consistent decreasing trends in the nixtamalized samples. Decreasing trends of 194.13.-169.24 and 194.13-153.94 g/100g dry sample were observed for the nixtamalized flours with 10% and 20% cowpea respectively at the beginning of fermentation which decreased further to 161.05-144.18 and 161.05-127.98 g/100g dry sample respectively at the end of the 48 h of fermentation. It could be suggested that both fermentation and cowpea fortification led to decreases in the water absorption capacities of the nixtamalized flours. On the contrary, slight increases were noted in the non-nixtamalized flours with cowpea fortification (Fig. 3), which increased from 131.32 to 134.80 g/100g dry sample with 20% cowpea at the beginning of fermentation. This confirms the observation made by Afoakwa et al. [8] that cowpea addition increases the water absorption capacities of maize-based nixtamalized foods. In general, all the nixtamalized samples exhibited relatively higher water absorption capacities at 70°C. The nixtamalized maize flours showed consistent decreases in water absorption capacity with fermentation time and cowpea level (Fig. 4). This observation implies that nixtamalization of maize causes varying degrees of reduction of water absorption with fermentation time and cowpea addition. Contrary to this observation, the non-nixtamalized samples increased slightly with the addition of cowpea. Statistical analysis showed that fermentation and cowpea addition significantly affected (p<0.05) the water absorption capacities of the nixtamalized foods. Texture The results of the texture analyses of the nixtamalized foods showed no variation in the hardness levels of the samples with fermentation time. However, the hardness of the nixtamalized snack foods were observed to be slightly lower than those of the non-nixtamalized foods (Table 1). This suggests that the process of nixtamalization reduces the texture (hardness) of products derived from them. Generally, cowpea fortification influenced the texture of the snack foods to appreciable extents (Table 1). The texture of the 20% cowpea-fortified nixtamalized snack foods ranged between 1221.9 to 1292.7 g as compared to values ranging between 746.8 to 877.5 g obtained for the nixtamalized foods with no cowpea addition. Similarly, the non-nixtamalized snack foods showed higher levels of hardness with the addition of cowpea. Samples with 20% cowpea fortification had values ranging from 1533.4 to 1631.6 g as compared to those without cowpea which had values ranging between 1430.3 and 1588.8 g. Statistical analysis conducted on the data indicated that with the exception of fermentation, cowpea fortification and sample treatment had significant effect (p<0.05) on the texture of the processed nixtamalized snack foods. However, the hardness levels of the snack foods obtained were not high enough to affect the texture of the products to unacceptable levels. Sensory evaluation of products The snack foods were processed using flours obtained from the different fermentation time, sample treatment methods and cowpea fortification levels and a 30-member panel was made to evaluate the products for colour, taste, texture and overall acceptability. The summary of the panellists’ mean score during the evaluation of the products is as shown on Table 2. Even though the colour of both the fortified and unfortified nixtamalized snack food was scored low on the scale implying high acceptability, the products fermented for 48 h were highly preferred having a score of 3 in each case. On the other hand, all the scores awarded to the tastes of the products were high between 4 and 6 suggesting that the taste of all the products were highly acceptable. With the texture of the products, the fortified products were ranked relatively low as compared to the unfortified products. This may imply that the addition of cowpea to the nixtamalized products increased their hardness levels. However, these scores (6-8) were not high enough to warrant them being labelled as unpreferred products. With the overall acceptability, both the 48 h fermented cowpea-fortified and unfortified nixtamalized products were the most acceptable followed by the 24 h fermented nixtamalized foods. Even though the 20% cowpea-fortified unfermented product was least acceptable among the products, its scale ranking was high which implies that it is also preferred. The cowpea-fortified nixtamalized products however showed that the 48 h fermented samples were rated most preferred and acceptable followed by the 24 h fermented products. The product processed from the flour sample obtained at the beginning of fermentation was least preferred. ANOVA conducted on the data revealed that fermentation time and cowpea addition significantly (p<0.05) influenced the panellists’ preference for colour and texture of the products. However, the overall acceptability was not significantly affected (p<0.05) by fermentation time and cowpea addition. These observations suggest that fermentation and cowpea fortification can be used to obtain nixtamalized snack food products of acceptable qualities. DISCUSSION The pH of all the nixtamalized samples decreased with fermentation time and cowpea fortification. However, the decrease was significantly different (p<0.05) in the blends containing non-nixtamalized maize as compared to those of the nixtamalized blends. This decrease in pH observed during fermentation suggests the presence and activity of lactic acid bacteria during the spontaneous fermentation of the blends. Fermentation of traditional maize dough has been reported to be largely lactic acid induced [14]. The decrease in pH with increasing fermentation time is due to the hydrolysis of carbohydrates in the sample of dough by lactic acid bacteria into sugars, alcohols and organic acids. The low pH obtained after fermentation of nixtamalized corn blends is important because the product may have the microbial safety characteristics associated with the traditional fermented corn dough. Fortification up to 20% cowpea provided the nixtamalized samples with comparable pH of 4.42 after 48 h of fermentation. This explains that 20% cowpea addition to nixtamalized maize-based foods can be fermented to produce foods with low pH. On the contrary, the titratable acidity of the nixtamalized products increased with increasing fermentation time and cowpea concentration. The acid production accompanying fermentation of maize contributes to the development of sour taste. Souring of corn dough during fermentation is an important and desirable attribute in maize processing in Ghana [2]. The detection of acidity in fermented blends of the nixtamalized maize therefore provides an added advantage in the acceptability of these blends. Souring of dough has been linked to lactic acid fermentation during which lactic acid and other organic acids are produced [15]. Fermentation and cowpea fortification can therefore be applied to nixtamalized maize blends to produce safe and acceptable foods, which possess all the nutritional improvements nixtamalization imparts. It has also been reported that titratable acidity of mixtures of alkalized and non-alkalized maize meals increased with fermentation time [16]. The water absorption capacities at both 27°C and 70°C of all the nixtamalized blends generally decreased with fermentation time and cowpea fortification. This observation implies that nixtamalization of maize causes varying degrees of reduction of water absorption with fermentation time and cowpea addition. The data therefore suggests that the processes of fermentation and cowpea fortification adversely influence the capacity of macromolecules involved in water absorption (starch, protein, fibre) to absorb water in nixtamalized maize. Similarly, the water absorption capacities of the non-nixtamalized samples decreased with fermentation time (Fig. 4). This can influence other quality indices including swelling and cooked paste viscosity. The decreases in water absorption capacities of the nixtamalized samples could be due to a reduction in the available hydrophilic groups which bind water during the fermentation and nixtamalization processes. Wall and Carpenter [17] suggested that divalent cations bind tightly with starch molecules actually causing water holding capacity to decrease. Contrary to this observation, the non-nixtamalized samples increased slightly with the addition of cowpea. These increases can be attributed to the change in protein content as a result of increased cowpea level, since proteins are the primary sites of water absorption [18]. The texture of nixtamalized maize is one of the important quality parameters used in the prediction of quality in alkaline cooked products. A number of objective tests using various equipment such as the mechanical stickiness device have been used for the evaluation of the texture (hardness) of nixtamalized foods. In this experiment, texture of the snack food processed was measured using a cylindrical probe connected to a TA.XT2 Texture Analyzer. The highest peak force obtained after breaking through the sample was used as a measure of the hardness. The results showed no consistent trend in the hardness levels of the samples with fermentation time. However, the hardness of the nixtamalized samples was observed to be slightly lower than those of the non-nixtamalized snack foods. This suggests that the process of nixtamalization reduces the texture (hardness) of products derived from them. Generally, cowpea fortification influenced the texture of the snack foods to appreciable extents. These varying levels of hardness in the texture of the snack foods due to cowpea addition might have resulted from the increase in the protein content of the cowpea-fortified foods with the addition of cowpea. This suggests that the addition of cowpea to nixtamalized snack food increases the texture of the products. However, the levels obtained were not high enough to affect the acceptability of the products. The results of the sensory analysis of the nixtamalized snack foods showed varied levels of preference and acceptability. The products processed from both the 48 h fermented cowpea-fortified and unfortified nixtamalized maize were the most acceptable followed by the 24 h fermented nixtamalized foods. The product processed from the unfermented nixtamalized samples were the least acceptable. The results suggest that the techniques of fermentation in combination with cowpea fortification can be used to obtain high acceptable snack foods from nixtamalized maize. CONCLUSION The processes of fermentation and cowpea fortification had significant influence on acid production, and enhanced the development of the characteristic sour taste and flavour of the maize-based nixtamalized foods. The combination of fermentation and cowpea addition led to a reduction in the water absorption capacity of the nixtamalized maize and improved the organoleptic qualities of the snack foods derived from them. Spontaneous fermentation and cowpea fortification can therefore be employed to further improve the functionality, product formulation and sensory quality of maize-based nixtamalized foods. Fried snacks of acceptable product quality can be made from fermented cowpea-fortified nixtamalized maize. The combination of these techniques can therefore be used as alternative food technologies to maize processing in sub-Saharan Africa. ACKNOWLEDGEMENT This study was funded through the Bean-Cowpea Collaborative Research Support Program by the United States Agency for International Development Grant No. DAN-1310-G-SS-6008-00. Table 1. Effect of fermentation and cowpea fortification on the hardness of fried nixtamalized maize snacks
Mean values of replicate analyses of hardness (force in g)
Table 2. Mean rank scores of acceptability of fried nixtamalized maize snacks
Mean panelists score on a 15 cm linear scale with 1 being liked extremely and 15 disliked extremely REFERENCES
Copyright 2007 - Rural Outreach Program The following images related to this document are available:Photo images[nd07002f4.jpg] [nd07002f2.jpg] [nd07002f3.jpg] [nd07002f1.jpg] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}