 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
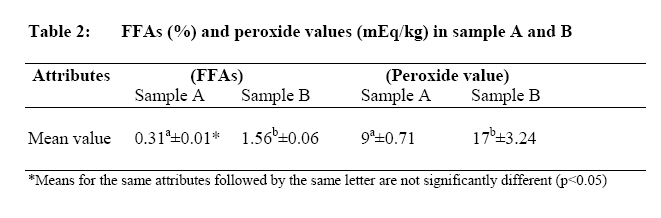
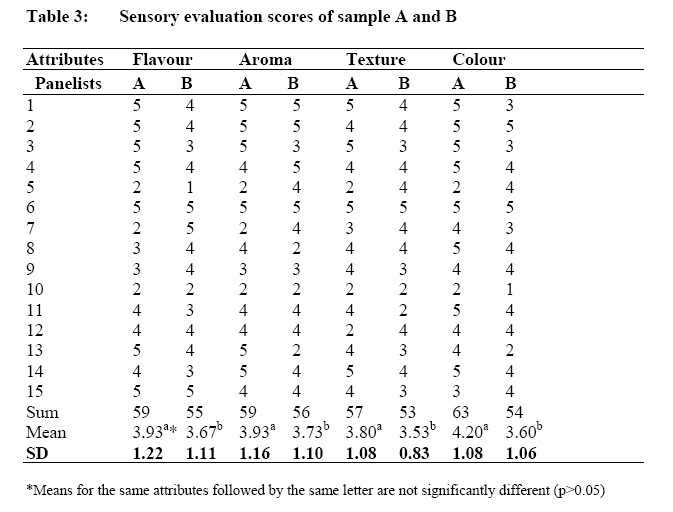
African Journal of Food Agriculture Nutrition and Development, Vol. 8, No. 1, March, 2008, pp. 17-27 Chemical and Sensory Quality of Omaze Uozongombe (ghee), Butter Oil Made by Small Holder Herero Farmers In Namibia Bille P G1* and M J Kandjou2 *Corresponding author: E-mail: pbille@unam.na Code Number: nd08004 ABSTRACT This study was conducted to determine the quality of Omaze Uozongombe, a traditional Herero community Ghee in Namibia in order to improve it for commercial purposes. Ghee is not well known and not found in the formal market in Namibia, except from the Herero community who live their lives around cattle in the rural Namibia. The traditional ghee is made from fermented milk that has been incubated for 2-3 days at ambient temperatures in a seeded calabash containing roots of Omunkunzi (Boscia albitrunca) tree in order to speed up the fermentation process, add flavour and to assist in the churning process. The resulting fermented milk is churned by shaking the calabash for 1-2 hours to obtain butter. The butter is scooped off, washed, boiled and clarified into a golden yellow product (Ghee). The Ghee is then packed in recycled metal or plastic containers. Traditional ghee in Namibia is characterized by short shelf life, high moisture and sediment contents, rancid taste and oxidized flavour. Samples of traditional and laboratory made ghee were analyzed for physico-chemical and sensory characteristics for quality comparison, extension of shelf-life and for improving its palatability, acceptability and marketing. The results showed that there was no significant difference (p<0.05) between the traditional and laboratory made ghee in terms of sediments or filth. However, the traditional ghee samples showed a higher mean percentage of free fatty acids (1.56%) with rancid flavour, higher mean peroxide value (17mEq/kg) or oxidized flavour and significantly higher mean moisture content (0.46%). As a result, laboratory processed ghee was given a higher grade in sensory scores by a panel of judges and was considered superior. Improvement of traditional ghee processing parameters and quality properties are necessary, using good manufacturing practices on unit operation. In addition, proper packaging of ghee in containers injected with inert gases such as nitrogen and addition of antioxidants for storage and distribution in the Namibian and neighboring markets will be an advantage. Keywords: Ghee, peroxide values, sensory quality INTRODUCTION Omaze Uozongombe (Ghee) is a semi-solid, golden yellow traditional cooking oil produced from indigenous Sanga cow’s milk (Bos indicus) by the Herero community in Namibia. Ghee is not well known and not found in the formal market in Namibia except from the Herero community who live their lives around cattle in rural Namibia. Ghee producers in Namibia can benefit from producing quality commercial ghee for their own use and for marketing in the urban areas of Namibia and in the neighbouring regions. In addition, the current influx of Asian community in Namibia can benefit from locally produced ghee and the small-holder milk producers can benefit from ghee processing technology. Also the country can save some foreign exchange from importing cooking oils and fats. The processing of ghee in Namibia includes accumulation of milk and allowing it to ferment for 2-3 days at ambient temperatures in a calabash or other similar containers, containing roots of Boscia albitrunca tree. The root is believed to add flavour to the product, increases the rate of milk fermentation and helps in churning. After fermentation, the roots are removed and fermented milk is churned by shaking the calabash for 2-3 hours until butter granules accumulate on top of the sour milk. Butter is then removed and washed to remove buttermilk [1, 2]. This process leaves sour buttermilk (Omatuka) as a by-product and is consumed by the low income groups in the Herero community or fed to domestic animals and pets. Butter is then boiled in pots without control of temperature until the foam disappears and a golden yellow or brown colour with dark brown sediments emerges. This indicates the end point of boiling. The oil is left to stand in the pot for sediments to settle. The ghee is then decanted and filtered using cloth into recycled plastic containers or laminated tins for storage in order to prevent tempering or contamination. It is then ready for use. Traditional ghee in Namibia is characterized by short shelf life, high moisture and sediment contents, rancid taste and oxidized flavour. Omaze Uozongombe has many uses apart from cooking, and is therefore rated very highly by the Herero community in Namibia. Traditionally, ghee is stored for later use during the drought and added to dry meat or for spreading on traditional bread. It is also mixed with traditional red powder and used as lotion for the skin and as a protective aid against cracking of calabashes. The elders of Herero community use it for lighting of the sacred fires and as a medicine to treat constipation and to facilitate proper digestion. Ghee originated from India and Egypt, and is a product of cows or buffalos milk fat [3, 5]. It is a kind of clarified butter, and in western countries, though not exactly similar, is known as butter oil or anhydrous milk fat [5, 8]. Butter oil contains not less than 99.6% milk fat, neither does it contain more than 0.3% moisture, 0.1% other butter constituents, of which salt must not exceed 0.05%. Free fatty acids (FFAs) should not exceed 0.5% and peroxide value should not exceed 10 mEq/kg [9-12]. According to Ganguli, Pandya and Macrae [4, 6], methods of manufacturing ghee vary according to the raw material used such as milk, cream or butter. Intermediate treatment of raw materials and handling of the semi-finished or fully refined ghee, are the methods suitable for the different scales of production. There are four known methods for ghee production and are essentially based on batch system. They include direct churning of raw milk or fermented milk and boiling of the resultant butter into ghee. The second method is known as direct cream method where butter production is omitted as cream is directly converted into ghee by heating to 115 oC. The third method used for ghee making is creamery butter method. Unsalted butter is melted at 60 oC and pumped into ghee pot where it is heated to 90 oC to drive off moisture and then clarified at 115 oC. The fourth method is known as the stratification method where molten butter is kept undisturbed in a ghee pot at a temperature of 80-85 oC for 30 minutes in order to stratify the molten mass into three distinct layers. Top layer is composed of floating denatured protein particles and impurities, the middle layer is of almost clear fat and the bottom layer is of buttermilk serum. This division helps in mechanical removal of the bottom layer of buttermilk by simply opening the tap to drain buttermilk and the scooping of the top layer (scum). The method reduces acidity, eliminates the need for prolonged heating to evaporate moisture and also saves on energy. Ghee has a better capacity to resist spoilage by microbial attack than any other milk product [4, 6]. Reaction of oxygen with the unsaturated fat is the major cause of spoilage [6, 8]. Auto-oxidation of ghee is aggravated by metallic contamination, temperature and sunlight. A number of antioxidants such as ascorbic acid can be added in small amounts with a view to either completely prevent or partially retard oxidation of fat during storage and distribution [9, 12]. Ghee is a rich source of energy, fat soluble vitamins, essential fatty acids and other growth-promoting factors [3, 5]. A perfect ghee flavour ranges from slightly curdy, cooked to caramelized taste with a pleasant, enjoyable taste lingering in the mouth. A grainy texture of ghee at room temperature is preferred by consumers with low degree of rancidity and oxidized flavour [4, 6]. The objectives of this study were to determine the physico-chemical and sensory properties of traditional Herero ghee (Omaze Uozongombe) and design a method to improve its shelf life and quality for palatability and acceptability in order to promote its use among the consumers in Namibia and the region at large, for income generation, job creation and for food security among the local communities. MATERIALS AND METHODS Materials Omaze Uozongombe samples were obtained from Okakarara in Namibia, in clean and sealed containers. The samples were delivered to the laboratory of the University of Namibia, Neudamm Campus for analyses. Commercial ghee could not be found in the formal market in Namibia, and instead, a salt-free butter was purchased from the Supermarket in Windhoek. Traditional Ghee Processing Processing of traditional ghee is based on the household technology. Raw whole milk is collected and accumulated (approximately 20 liters) in a seeded calabash containing 12-15 pieces of roots (2 cm3) of Boscia albitrunca tree and fermented for 2-3 days at ambient temperatures (1, 2). The fermented milk is then manually shaken for 1-2 hours until butter granules separate from the sour milk. The granules are removed, washed, boiled into ghee and left undisturbed to sediment. The oil is then decanted and filtered into the containers ready for use. Samples were taken at this stage for analyses. Laboratory Processed Ghee In the absence of commercial ghee in the formal market, salt-free butter was purchased and processed into ghee using industrial creamery butter method [4, 6]. Butter was melted at 60 oC and transferred into a boiling pan at 90 oC to drive off moisture. It was finally clarified at 115 oC, allowed to sediment, decanted, filtered and packed for analyses. Determination of Moisture and Sediment Contents Moisture was determined by oven drying method, filth or sediment was determined by weight difference after 10 g of mixed ghee was subjected to petroleum ether extraction procedure [9, 12]. Free Fatty Acids (FFAs) and Peroxide Determination FFAs, expressed as oleic acid, and peroxide values were determined by titration methods [9, 12]. Sensory Evaluation Sensory scores on flavour, smell, colour and texture were determined by Herero student’s consumer panel of 15 judges familiar with ghee. A 5-point hedonic scale was used, where 1 was most disliked, 3 moderately liked and 5 most liked. The results were subjected to statistical analysis to determine the differences on the sensory quality attributes of the two products. Statistical Analysis The t-test (SPSS Ver. 14) was performed on all the collected mean data obtained from physico-chemical and sensory evaluation. Significance was accepted at p≤0.05 (13). RESULTS Moisture and Sediment Contents According to the results (Table 1), there were significant differences (p<0.05) between laboratory ghee (sample A) and traditional ghee (sample B) in moisture contents. Sample A had a lower moisture content ranging from 0.13 to 0.24% with an average of 0.20% compared to sample B which had values ranging from 0.36 to 0.53% with an average of 0.46%. The acceptable moisture content level of ghee or butter oil is 0.3% [3, 4, 5, 6]. The result showed that sample A, moisture content was within the standard specification for ghee [3, 6]. Ghee of good quality should be free of sediments and filth. According to the results (Table 1), both samples had relatively high amount of sediments that were not properly removed by decantation and filtration. In sample A, sediment content ranged from 3.42 to 3.79 g/10g with an average of 3.65g/10g and in sample B the content ranged from 3.21 to 3.44g/10g with an average of 3.33g/10g. No filth was found in both samples except for the presence of sediments of cooked proteins, due to the unavailability of a proper filter to adequately remove the sediments. FFAs and Peroxide Values Results (Table 2) of FFAs and peroxide values indicate that sample B had higher amounts of free fatty acids and peroxide values than sample A. In sample A, the percentage of FFAs ranged from 0.3% to 0.33% with an average of 0.31% which was within the minimum standard required for FFAs. Peroxide value ranged from 8 to10 mEq/kg with an average of 9mEq/kg, which was also within the minimum standard (10mEq/kg) [6, 7, 8]. Sample B, on the other hand, had figures on the higher side for both FFAs and peroxide values. The FFAs values ranged from 1.50 to 1.65% with an average of 1.56% and peroxide values ranged from 12 to 21 mEq/kg with an average of 17 mEq/kg. Sensory Evaluation Sensory evaluation results (Table 3) indicated significant difference (p<0.05) between the two products. Results from scores of 15 judges showed that sample A scored a mean of 3.93 points for flavour compared to 3.67 points for sample B. Sample A scored 3.93 for aroma, 3.8 for texture and 4.2 for colour, as opposed to 3.73, 3.53 and 3.6 for sample B, respectively. Thus sample A was preferred scoring higher points for flavour, aroma, colour and texture compared to sample B. Oxidized flavour and rancid taste were also picked up and commented by judges during the sensory evaluation exercise. DISCUSSION Moisture content in the laboratory ghee sample A was within the specified requirement probably due to good manufacturing practices. Appropriate temperature was maintained during the whole process of ghee making, as the protein sediments were completely allowed to turn into golden yellow colour and no sign of fat bubbling were observed due to moisture content. It was rather difficult, however, to remove all the sediments due to lack of a proper filter. The metal sieve used during experimentation had large pores size than normal. Therefore, it was impossible to remove all sediment completely, leading to lack of significant difference between the traditional and experimental ghee in terms of sediment content, while moisture content showed significant difference. FFAs and peroxide values were significantly (p<0.05) higher in sample B compared to sample A. Sample A scored higher for the flavours than sample B. The lower scores for flavours in sample B were due to the fact that milk for traditional ghee was not pasteurized to eliminate lipase enzyme. Also the shaking action to churn fermented milk into butter may have ruptured fat globules membrane and exposed fat to lipase enzyme attack and oxygen activity before it was processed. The presence of lipase and oxygen naturally found in the milk may have already attacked and hydrolized the butterfat into free fatty acids (rancid) and oxidized flavours (cardboard flavour) before butter was boiled into ghee. As far as sensory results are concerned, there was a significant difference between the two products (sample A and B) in terms of flavour, aroma, colour and texture. This was attributed to the method of processing as sample B was made from unpasteurized raw milk containing natural lipase enzymes and high peroxide values compared to sample A. This may have increased the amounts of FFAs in sample B thus, making it rancid with oxidized flavours. The process of shaking the fermented milk in order to churn it into butter also brought natural lipase enzyme and oxygen closer to membrane free butterfat globules, forcing hydrolysis and oxidation to take place, resulting in lower sensory scores for product B. CONCLUSION The presence of high content of sediments, presence of rancid and oxidized flavour and high moisture content with low scores on flavour, aroma, texture and colour, clearly indicate that the traditional Namibian ghee needs improvement. According to this study, the use of good manufacturing practices on unit operations is important. Processing of good quality industrial ghee requires facilities such as a separator, pasteurizer, butter churn, a ghee pot and efficient filters [4, 6]. Proper packaging material is another very important item required for storage and distribution and to prevent tempering and contamination [4, 6]. Usually lacquered tins or cans and Polyvinyl Chloride (PVC) containers are ideal to prevent permeability, oxidation, rancidity and tempering [9, 10, 11, 12]. Introduction of anti-oxidants and inert gases such as nitrogen injected into the container before packaging to create an air-tight lid may prevent air induced oxidation and may therefore improve the products quality for marketing and income generation for the community. Ghee seems to be a foreign dairy product in Namibia, except for the Herero community. Due to the influx of investors who are ghee consumers from Far East, it may be worthwhile to introduce and promote quality ghee on the Namibian and regional markets. ACKNOWLEDGEMENTS The authors would like to acknowledge helpful discussions on the manuscript with Herero farmers at Ovitoto and Okakarara villages and Mr. J. Jonazi, a lecturer in statistics in the Faculty of Agriculture, University of Namibia, for guidance and assistance in statistical analysis. REFERENCES
© Copyright 2008 -Rural Outreach Program The following images related to this document are available:Photo images[nd08004t2.jpg] [nd08004t3.jpg] [nd08004t1.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}