 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
African Journal of Food Agriculture Nutrition and Development, Vol. 9, No. 4, June, 2009, pp.1046-1059 Traditional Processing, Microbiological, Physiochemical And Sensory Characteristics Of Kwete, A Ugandan Fermented Maize Based Beverage Namugumya BS2 and CMBK Muyanja1* 1,2Makerere University, Faculty of Agriculture, Department of
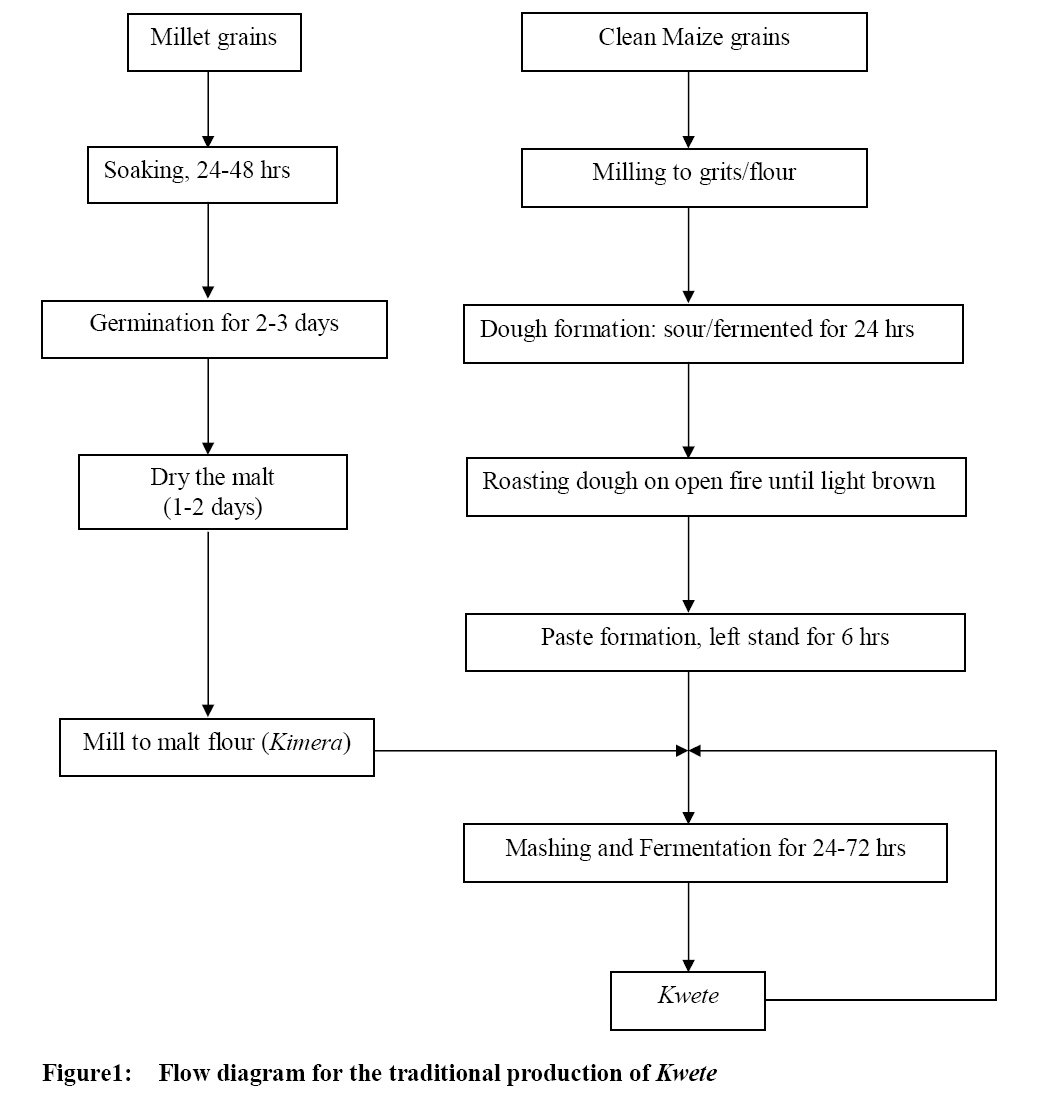
Food Science and Technology, P.O Box 7062 Kampala, Uganda. ABSTRACT A survey was conducted to document the production methods of Kwete, a Ugandan fermented beverage in selected divisions in Kampala districts, Uganda. Microbial numbers in raw materials and during fermentation were enumerated using standard methods. Changes in selected physiochemical parameters: pH, titratable acidity (TA), ethanol and total soluble solids (TSS) were monitored at 24-hrs interval during 72hrs fermentation.Organoleptic properties of Kwete were also solicited from the producers. Similarities in raw material preparation and production techniques for Kwete were observed among the producers. Kwete was mainly produced from a mixture of maize and malted millet flour. All producers fermented the maize flours to produce raw sourdough for 24 hrs and roasted it before Kwete production. Fermentation was carried at ambient temperature in metallic drums. The duration of fermentation varied between 24 and 72 hrs. Most households (80%) consumed Kwete within 24-48 hrs of fermentation. Coliforms, Yeasts and Lactic Acid Bacteria (LAB) numbers in maize flour and roasted sourdough varied between 1.59 and 5.24 log cfu–1. Yeasts and LAB numbers in raw sourdough and malted millet flour varied between 4.48 and 8.45 log cfu -1. No coliforms were detectable in raw sourdough. LAB numbers increased from 5.31 to 7.36 log cfu –1 during fermentation. Yeasts increased from 4.44 to 5.60 log cfu –1. Coliforms disappeared within 24 hrs of fermentation. The pH of maize flour dropped from pH 6.1 to 4.1 during sourdough production but increased to 4.89 during paste preparation. The final pH attained after 72 hrs of fermentation was 3.35. The TA increased from 0.84 to 1.43 % lactic acid. The TSS decreased from 9.02 to 5.87 o Brix. Ethanol content in Kwete increased from 4.85 to 13.30 % v/ v during fermentation. The various phases in Kwete production contribute significantly to the microorganisms involved in the fermentation. The high microbial numbers in added malted millet flour indicated that it is an important source of fermentation microorganisms during Kwete production Key words: Fermentation, Lactic-acid bacteria, kwete, cereals INTRODUCTION In Uganda, the traditional cereal based fermented beverages and foods are still prevailing in both rural and some urban communities. In Africa, every country and/or community has its own recipe for fermentation of indigenous foods and drinks [1]. A variety of cereals are used either singly or mixed to produce a number of fermented beverages and foods [2]. Sorghum (Sorghum bicolor, (L) Moench) maize (Zea mays) and millet (Eleusine corocana) grains are used in the production of several traditional alcoholic and non alcoholic beverages such as Bushera, omuramba, tonto and ajon in addition to Kwete [3], [4]. Kwete isa common traditional fermented beverage produced in Uganda. It is mainly prepared from maize grain but sometimes mixed with millet grains. Several maize based fermented products, such as Ogi in West Africa, Togwa in Tanzania, Banku in Ghana Kenkey in Ghana, mahewu in South Africa, Mawe in Benin have been documented [5], [6], [7], [8], [9], [10], [11]. However, information on the production technology, microbiology and biochemical properties of Kwete is limited as is the case for many other traditional fermented beverages in Uganda. As a baseline study leading up to research on isolation and characterization of the microorganisms responsible for the spontaneous fermentation of Kwete, a survey was carried out in four divisions of Kampala districts. The present study reports on the methods of production, the preparation of ingredients, the fermentation process, consumption and sensory characteristic of Kwete. In addition changes in the Lactic acid bacteria [LAB], yeasts, coliforms during ingredient preparation and fermentation process and selected physiochemical characteristics during fermentation of Kwete are also presented. The acquired knowledge can be used to pave away for small-scale commercial production of Kwete. MATERIALS AND METHODS Collection of sample Samples were collected in sterilized 500ml plastic screwed glass bottles from each of the four brewers. Five samples were collected at each of the following stages: raw materials (maize and millet flour), after souring (raw sourdough), roasting (roasted sourdough) and fermented Kwete from each of the four producers. Samples were drawn at the interval of 24 hrs during monitored fermentation. The samples were transported in sterile cooling boxes to the Department of Food Science and Technology at Makerere University for microbiological and physiochemical analysis. Methodology of the Survey A survey was conducted to generate information on the type and proportions of raw materials used, traditional processing techniques for Kwete, and types of equipment used and sensory characteristics of Kwete. A questionnaire was used to interview fifty (50) randomly selected Kwete producers in the Kampala district, covering divisions of Makerere Kikoni, Naguru, Wandegeya and Nsambya. MICROBIOLOGICAL ANALYSIS Enumeration of LAB, Yeasts and Coliforms in Raw Materials and Kwete Sample (14g) was transferred aseptically into 90ml sterile 0.1% peptone (64271 Darmstadt, Germany) and homogenized for 30 seconds. The homogenate was serially diluted and aliquots from appropriate dilutions were used in duplicate on respective agar plates. Lactic acid bacteria [LAB] were enumerated (pour plate) on MRS agar (Conda laboratories, Madrid, Spain)for Lactobacillus and M17 agar (Merck, Darmstadt, Germany) for Lactococcus after anaerobic incubation in GasPak jars at 30o C for 48hr. Yeasts were enumerated by surface plating on Potato dextrose agar (Oxoid, Basing-stoke, Hampshire England, PDA) and incubated aerobically at 25o C for 3–5 days. Coliforms (Enterobacteriaceace, EB) were enumerated on Violet Red Bile Agar (VRBA, Oxoid) agar plates and incubated at 30o C for 24h. Colonies were counted by use of a bench magnifier (Gerber Instruments, R. Scheneider & Co. AG, Vormals J.E. Gerber & Co. Langghag, 8307 Effertikon, Germany, Type: 06.1200, No: 92.14.15) with a good source of illumination. Colony forming units (cfu) were calculated according to IDF standard 153:1991, Method No: 9.3, 1992. Determination of Physiochemical Parameters The pH of Kwete was determined using a digital pH meter (Metrohm, 744 pH-meter, Switzerland) [12]. The pH-meter was calibrated using buffers of pH 4 and 7 (Metrohm, CH-9101 Herisau, Switzerland). The pH of the Kwete was monitored at intervals of 24h during fermentation. Titratable acidity (TA) was determined by titration according to AOAC [13], (Method No: 20.040b). Kwete samples were diluted with neutralized water and titrated to end point with 0.1N Sodium hydroxide, using 0.3ml of phenolphthalein indicator. The total soluble solids (TSS) were determined using a refractometer (ATAGO, N2 type, Japan). A drop of the Kwete sample was placed on the screen of the refractometer and the readings taken through the eyepiece as Brix. The ethanol content of the Kwete was determined by volumetric method using specific gravity bottles. The percentage of alcohol v/v was calculated from tables using AOAC methods [13]. Statistical analysis Data obtained was subjected to analysis of variance (ANOVA) (SPSS version 12), and mean differences determined by Least Significant Difference (P<0.05) among the producers. RESULTS Preparation of raw materials and Production of Kwete The production process involves, cleaning of the grains to remove debris and stones, milling to produce maize grits /flour and malted millet flour, souring which involves the fermentation of maize grits/flour to produce sourdough, roasting of the sourdough, paste preparation, mashing and fermentation. The millet grains are the only raw materials which are soaked (24-48hrs), germinated (2-3days) and sun dried (1-2 days). In phase of souring, four parts of coarse maize flour (Grits) was mixed with about two parts of water to form dough. The process is locally referred to as “kubbaka” or “kunyika. Souring was carried out in buckets or cut-jerry cans sealed on the top. The process of souring lasts 24 hrs. The temperature at which souring was done is not controlled, and was carried out at ambient temperatures (24-30o C). Allproducer of Kwete ferment maize flour produce raw sourdough. Roasting of sourdough was done on a large rectangular metallic tray (made from cut oil drums) over an open flame from burning firewood, which must be continuously turned to avoid burning which can result into off flavour. The turning of the dough was done using a spade or hoe. During roasting the sourdough breaks up into lumps of various sizes. The end of roasting was determined when the colour of the roasted sourdough has turned golden brown. This stage was followed by mashing and fermentation. Before fermentation, roasted dough was left to cool in open air thereafter soaked in clean water for about 6 hrs, after which it followed by addition of malted millet milled flour (kimera) to form a paste. Usually five parts of roasted sourdough is mixed with two parts of malted millet milled flour (kimera). The volume of water used by most of the Kwete producers (80%) was 20 litres. Fermentation was done in a covered plastic bucket for 24-72 hrs. Back slopping which involved addition of previously made Kwete to the newly made one was practiced in some cases especially when the weather was un-favourable (rainy seasons) to fasten the fermentation process or when the purchase of the beverage was low to avoid product losses.Straining of Kwete by the producers (100%) was done using a cheese-cloth and in some cases a bag woven from grass may be used. Fig.1 below shows the production phases for Kwete Production and Sensory Characteristics of Kwete The millet grains are the only raw materials which are soaked (24-48hrs), germinated (2-3days) and sun dried (1-2 days) during Kwete production. Souring to produce raw sourdough was carried out in buckets or cut-jerry cans sealed on the top. The process of souring is uncontrolled and carried out at ambient temperatures (24-30o C) for 24 hrs. Roasting of raw sourdough is a very tedious process as it involves continuous turning of the dough to avoid burnt off flavour. Roasted dough with a golden brown colour is desirable for Kwete production. During fermentation, back slopping which involves the addition of previously made Kwete to the new one is practiced when the cool weather condition (rainy seasons) prevail to hasten the fermentation process or when the purchase of the beverage was low to avoid product losses. Kwete is ready for consumption within 24 hrs of fermentation and after being filtered using a cheese cloth or a bag woven from grass. Filtering gives the Kwete a smooth mouthfeel as well as contributes to its uniform colour distribution. The quality of Kwete is monitor by determining its taste, aroma and thus acceptability to consumers. Good quality Kwete is creamish to light brown in colour, with a thick consistency and a sweet-sour taste. Kwete is considered spoilt if there is settling of the beverage (low viscosity), excessive sourness and foaming. Spoilage is dependent on skills and expertise of the producer, the quality of raw materials used, fermentation duration (over or under fermentation) and storage conditions (high temperature). Women and children preferred Kwete with sweet-sour taste and considered it very nutritious at that stage. On the contrary, men preferred Kwete after prolonged fermentation (72 hrs) with high levels of alcohol. The consumption of Kwete is greatly influenced by the weather conditions. Hot conditions lead to high rates of consumption as the beverage is used to quench thirst. Microbiology of the Raw Materials of Kwete Yeast, coliforms, lactic acid bacteria (Lactobacillus and Lactococcus) were enumerated in the raw materials used in production of Kwete (Tables 1). Yeasts, coliforms, Lactococcus and Lactobacillus in maize flour were 5.03±0.37, 1.59±0.76, 5.21±0.16 and 4.36±0.39 log cfu ml-1, respectively. The lactic acid bacteria numbers increased significantly within 24 hrs compared to the initial levels in maize flour (Table 1). Lactobacillus and Lactococcus numbers observed in sourdough were 6.44±0.24 log cfu ml-1 and 5.86±0.08 log cfu ml-1, respectively. There was a decrease in the coliforms counts from 1.59±0.76 log cfu ml-1 in maize flour to undetectable levels in the sourdough. A slight decrease in the yeasts numbers from 5.03±0.37 log cfu ml-1 to 4.48±0.01 log cfu ml-1 was observed as a result of souring process.Yeasts, Lactobacillus and Lactococcus numbers, in roasted sourdough and malted millet flour varied between 5.24±0.44 and 8.45±0.05 log cfu ml-1. Although raw sourdough did not contain coliforms, roasted sourdough turned out contaminated with coliforms at a level of 4.61±0.14 log cfu ml-1. Table 1: Microbial counts during the raw material preparations for Kwete production
Mean ± standard deviation of four independent determinations, ND: not determined Fermentation of Kwete The changes in microbial numbers during fermentation of Kwete for 72 hrs are shown in table 2. The pH of maize flour was originally 6.0 (Table 1) and decreased to 4.89 (Table 2) during production of sourdough. There was complete disappearance of the coliforms after 24 hrs of fermentation as pH dropped to 3.58 (Table 2). The final pH of Kwete attained was 3.35 after 72 hrs. The yeast counts in the Kwete increased from 4.44±0.04 to 5.80±0.24 log cfu ml-1 after 48hrs with a slight decrease thereafter. The Lactobacillus and Lactococcus counts ranged from 5.40 ±0.09 to 7.36±0.00 log cfu ml-1 during fermentation. The greatest increase in lactic acid bacteria was noted between 24 and 48 hrs. Higher numbers of Lactobacillus than Lactococcus were observed, though by end of 72 hrs fermentation both species attained the same microbial population. Table 2: Microbial counts for Kwete during the three days of fermentation
Mean ± standard deviation of two independent determinations, ND: not determined Changes in the Physiochemical Characteristics of Kwete Changes in physiochemical parameters of Kwete during fermentation are shown in table 3. The ethanol content in Kwete increased from 4.85±2.55 to 13.30± 5.17%v/v during fermentation. The main production of ethanol took place after 24 hr. The titratable acidity of Kwete increased from 0.84±0.11 to 1.43±0.12 % lactic acid, with a corresponding drop in pH from 4.89±0.58 to 3.35±0.09 during 72 hrs fermentation. The total soluble solids (TSS) decreased from 9.02±0.49o to 5.87±0.65o brix after 72 hrs of fermentation. Table 3: Changes in the physiochemical characteristics of Kwete during fermentation
Mean ± standard deviation of two independent determinations, ND: not determined DISCUSSION The production of Kwete is predominated by women and souring (24hrs), roasting, paste formation (6hrs) and fermentation (2-3days) as the major processing steps. LAB were the dominant microorganisms in the raw materials used for Kwete production. Lactic acid bacteria and yeasts were observed in higher numbers and increased with progression of fermentation. Coliforms disappearance corresponded to increase in acidity (drop in pH) during fermentation. Ethanol content of Kwete increased with fermentation time. During souring, the containers of the water- maize flour mix are covered, most likely to limit the availability of oxygen and create anaerobic condition for microbial metabolic activity. Souring results in acid production which imparts a characteristic sour taste in Kwete. The acid produced also lowers pH which slows down the rate of microbial spoilage and inhibits the growth of pathogenic organisms like coliforms [14]. The lactic acid in the sourdough has an effect of softening the endosperm protein, which tightly encloses the starch granules [15]. Softening the protein allows more rapid up take of water by the starch granules and thus speed up gelatinisation during roasting. The purpose of souring was to achieve basic biochemical changes [1] [16]. Souring of the maize flour for 24 hrs shortens the fermentation process and avoids undesirable growth of yeasts and minimizes the loss of fermentable substrate. Yeasts lead to high carbon dioxide production and other volatile compounds that result in loss of dry matter. Roasting not only imparts a desirable flavour and colour in Kwete, but also to some extent gelatinises the starch in the dough rendering it readily available for gelatinisation by malt diastatic enzymesduring mashing step. Ungelatinized starch is slowly attacked by the malt alpha-amylase enzyme and not at all by the β- amylase [17]. The method of cooling dough, after roasting, may contribute to the microbial population participating in the fermentation of Kwete. Mashing process involved incubation of roasted maize sourdough and milled millet malt at ambient temperature in an aqueous suspension with the objective of physically and enzymatically solubilizing components of the malt and roasted maize dough [18] to produce fermentable wort. The hydrolysis of gelatinized starch in roasted maize dough and some extent of the ungelatinized malt starch into fermentable sugars and soluble dextrins by malt diastatic enzymes are important for fermentation process. Starch hydrolysis during mashing is brought about mainly by joint action of millet malt alpha- and beta- amylase enzymes. This reduces the viscosity and provides substrate for β- amylase [18]. The development of acidity limits the activity of amylase and the residual starch helps to give body to the beverage. Fermentation of Kwete is a spontaneous process initiated by the lactic acid bacteria and yeasts from both the malt and roasted sourdough. Malt also contributed the fermentable sugars and enzymes that initiate the fermentation process. The endogenous amylolytic enzymes hydrolyze cooked starch to fermentable sugars for proliferation of microbes. The brewing equipment, utensils, water and personnel may constitute additional sources of microbes that could influence the fermentation process [19]. The effervescence experience in Kwete is attributable to carbon dioxide produced by the fermenting microorganisms mainly yeasts. The lactic acid produced imparts the sour taste in the beer and lowers pH, which helps to prevent the complete hydrolysis of starch into sugars. This results in residual starch in the Kwete that is responsible for its opaque and viscous nature. The filtration of Kwete prior to consumption is to remove the spent grain from the beverage. Consumers prefer taking the young brews 24 hours after fermentation, when they are much sweeter, less alcoholic and it still have an active mouth feel due to the evolving carbondioxide gas. During raw material preparation and fermentation, lactic acid bacteria, coliforms and yeasts were enumerated. Lactobacillus species are reported as the most dominant microbes during the souring of the dough [2] [19]. The decrease in the coliforms count and their disappearance in sourdough is attributed to the drop in pH from 6.0 in maize flour to 4.1 in sourdough. Coliforms are acid intolerant [14]. The disappearance of coliforms was reported as the pH dropped to below 4.5 [20]. The presence of coliforms in the roasted sourdough may be attributed to contamination from the utensils used for the roasting process. The open air cooling of roasted sourdough may also contribute to its contamination with coliforms. High number of yeasts, Lactobacillus and Lactococcus were observed in malted millet flour in this study. The malt also introduces endogenous amylolytic enzymes to the fermentation process. The high level of mechanical damage to starch granules during dry milling of malt and maize grains makes them more susceptible to attack by either endogenous amylolytic enzymes or hydrolytic enzymes of microbes during fermentation. Malt microflora is comprised of the normal flora in malt, contaminants from threshing, equipment associated with storage and germination and are all involved in the fermentation [1, 19]. Decrease in coliforms was observed during fermentation of Kwete. Similar results have also been reported for other fermented products [21, 22]. A rapid decline in numbers of Enterobacteriaceae during the production of kenkey, Ghanaian fermented maize dough, was observed [23]. A pH of 3.5–4.0 has been reported to inhibit Enterobacteriaceae and other Gram-negative bacteria [24]. The final pH of Kwete was within the above range. Other antimicrobial substances produced by the dominating lactic acid bacteria in addition to lactic acid may also contribute to inhibition of Enterobacteriaceae [24]. The noted increase in the yeast numbers after 24 hrs of fermentation is attributed to the decrease in the pH that creates conditions ideal for yeast growth. Increasing the microbial load, titratable acidity, alcohol content, fermentation temperature and decreasing pH were common features in the fermentation of African fermented food and beverages [1, 3, 19]. The increase in the ethanol content and the corresponding decrease in the total soluble solids in Kwete was attributed to the alcoholic fermentation carried out by yeast. At the start of fermentation, the pH of the mash was already relatively low because of the acidification due to souring stage, which occurred when the dough was covered for 24 hours. During fermentation, the metabolic activities of lactic acid bacteria and yeasts lead to production of lactic acid and ethanol from the break down of hexoses and pentoses [25]. This explains the increase in the titratable acidity and decrease in the total soluble solids during fermentation. CONCLUSION Similarities in raw material preparation and production techniques for Kwete have been observed in the study areas. The Kwete quality is determined by raw materials used, raw material processing technique and duration of fermentation. The beverage is consumed by both adults and children while still actively fermenting. The study has revealed microbial numbers in raw materials vary with raw material processing stages. The study has demonstrated the effect of acid production in the suppression coliforms growth in the raw sourdough production and in the final product. The results from this study have indicated that lactic acid bacteria and yeasts are involved in the fermentation process. The increasing titratable acidity, pH and ethanol content can be used to monitor the fermentation process of Kwete There is a need for research into the isolation identification and characterization of the microorganisms involved in the fermentation of Kwete to enable the selection of most suitable strains for starter culture development. Starter culture developed may be used to scale up the production of Kwete from households to small scale level. Furthermore, the introduction of appropriate starter culture techniques may constitute one of the major steps towards improving the safety, quality, and security of traditional production of Kwete. ACKNOWLEDGEMENTS We thank the International Foundation for Science (IFS), Sweden, for financial support provided to carry out this work. The authors are also grateful to Makerere University for provision of technical and working facilities. Thanks to respondents for their time and commitment during survey. REFERENCES
© Copyright 2009 - Rural Outreach Program The following images related to this document are available:Photo images[nd09044f1.jpg] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||

{kind=link}