 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
African Journal of Food, Agriculture, Nutrition and Development, Vol. 11, No. 2, 2011 pp. 4718 - 4738 Effect Of Groundnut Flour Substitution On Yield, Quality And Storage Stability Of Kilishi – A Nigerian Indigenous Dried Meat ProductMgbemere VN*1, Akpapunam MA2 and JO Igene3 1Department of Hospitality & Catering Management,
National Institute for Hospitality and Tourism (NIHOTOUR) P.M.B 3274, Kano,
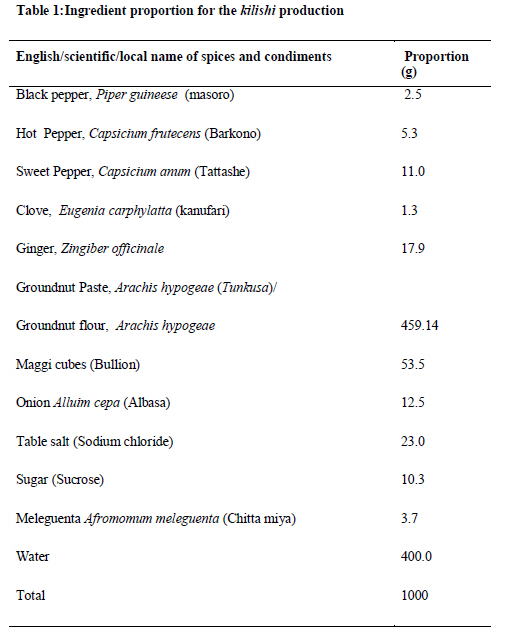
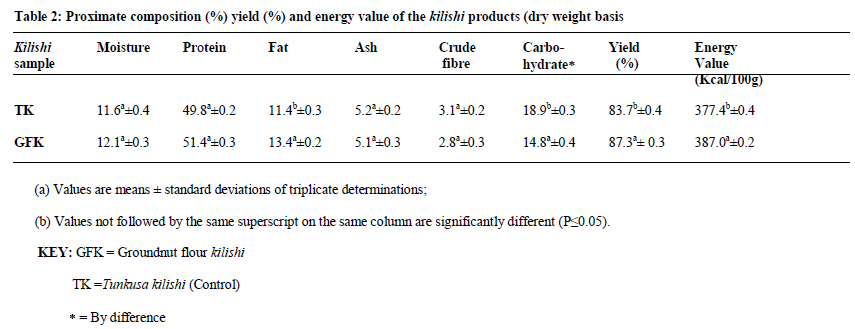
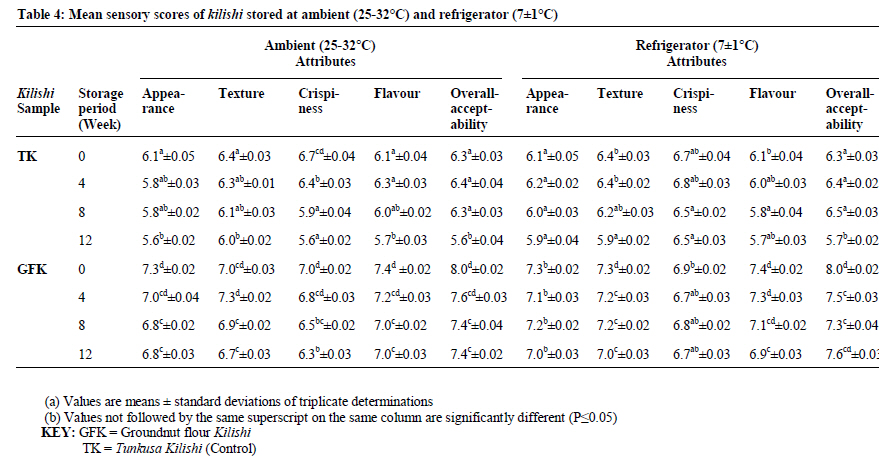
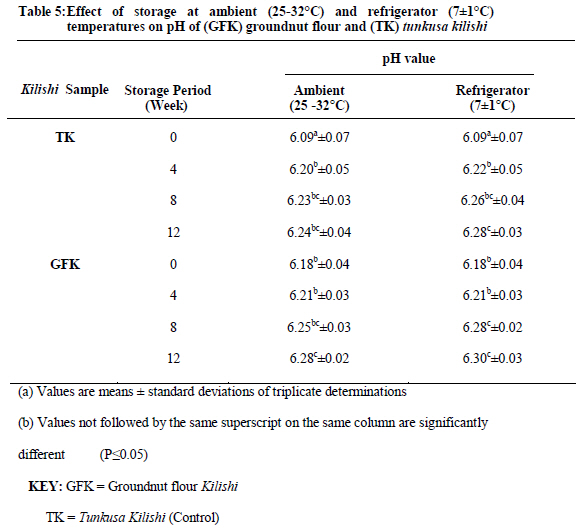
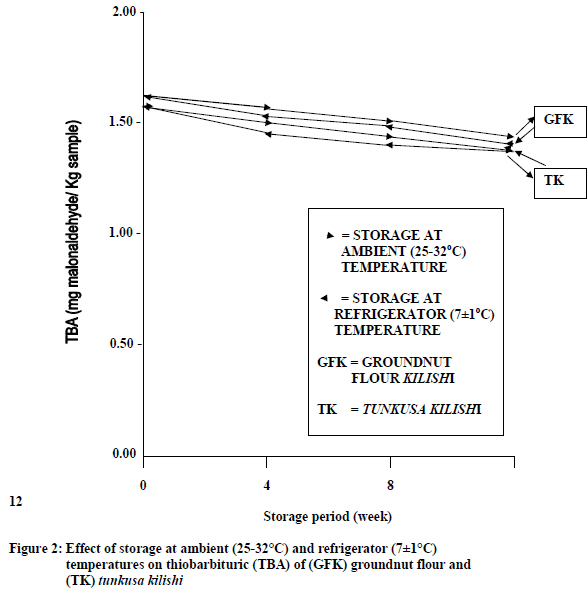
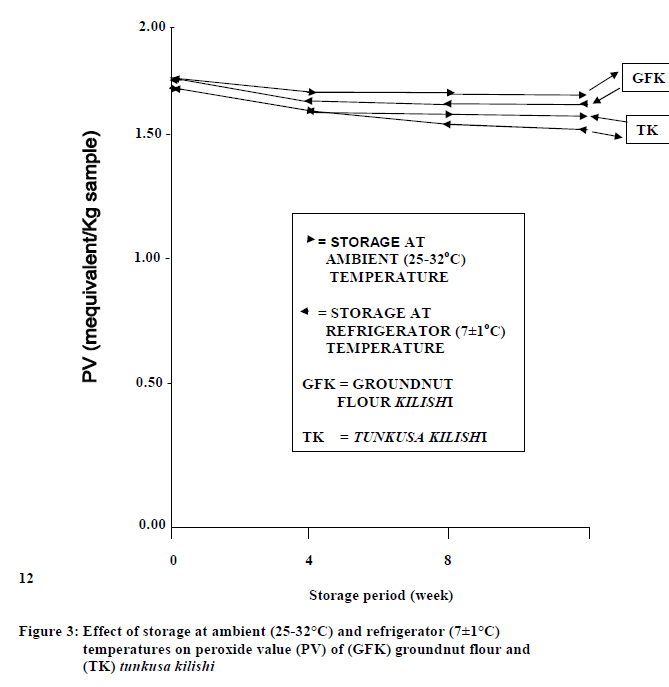
Nigeria *Corresponding author email: nvmgbemerefrng@yahoo.com Code Number: nd11022 ABSTRACT Kilishi, a traditionally sun-dried roasted meat product usually produced using raw meat, Tunkusa (a locally defatted groundnut cake paste), in combination with spices and condiments in the mix was produced after substitution with conventional defatted groundnut flour. This study was undertaken to establish the potential use of conventional defatted groundnut flour in place of Tunkusa in making a better quality and shelf - stable Kilishi. The yield, quality and storage stability of the product were evaluated using standard assay techniques. Yield was estimated as the ratio of weight of Kilishi over the fresh beef. Quality was measured in terms of proximate composition which included protein, fat, carbohydrate, fibre and ash contents, and the amount of calorie obtained from the Kilishi was calculated based on these constituents. Sensory quality attributes were also measured in terms of colour/appearance, flavour, crispiness, texture and overall acceptability. Microbial counts such as total plate, yeast and mould and coliform were measured. Storage stability was evaluated in terms of thiobarbituric acid (TBA), free fatty acid (FFA) and Peroxide value (PV) values prior and following storage in ambient (25-32°C) or refrigerator (7±1°C) for 12 weeks. Yield of the Kilishi (GFK) produced from conventional defatted groundnut flour ingredients was 87.3% compared to 83.7% of traditionally defatted groundnut cake (Tunkusa) Kilishi (TK) (control). The GFK had 12.1% moisture, 51.8% protein, 13.4% fat, 5.1% ash, 2.8% crude fibre and 14.8% carbohydrate compared to TK 11.6%, 49.8%, 11.4%, 5.2%, 3.1%, and 18.9% for these constituents, respectively. GFK also had 387.0 Kcal/100g energy value compared to 377.4 for TK. Both GFK and TK were highly rated in sensory attributes, however, TK had lesser acceptability. Microbial counts were non detectable in the fresh Kilishi products until week 12 and were within standard safe limits (106 CFU/g aerobic and 107 anaerobic counts) thereafter. At week 12, microbial counts were 2.1x101 CFU/g bacteria and 3.0x100 moulds for GFK stored at ambient (25-32°C) condition and 4.5x101 CFU/g bacteria for GFK stored at refrigerator (7±1°C) conditions, whereas TK had 1.6x101 CFU/g bacteria, 1.0x101 moulds and 1.1x101 CFU/g bacteria. Storage for 12 weeks slightly decreased sensory scores, protein and fat contents and also TBA, FFA, PV but moisture increased slightly. It is possible to produce high quality and yield as well as acceptable and shelf stable Kilishi using conventional defatted groundnut flour. Also GFK Kilishi had better quality attributes when compared with TK, Tunkusa Kilishi. Key words: Meat, Tunkusa, Kilishi, Groundnut flour, Quality INTRODUCTION Kilishi is a traditionally processed, sun-dried, roasted ready-to-eat (RTE) meat product. It is popular especially in Northern Nigeria, Cameroun, Chad, Niger Republic and other countries in the sahelian region of Africa. Kilishi also has been an important export commodity to Saudi Arabia and other Asian countries where it is also widely consumed [1]. Kilishi is brownish in colour, light in weight, rich in protein and contains other vital nutrients [1]. It is mostly consumed as a snack food and as part of a main dish. Its consumption seems to have no age, religious or ethnic barrier. Processing of Kilishi comprises the use of fresh meat such as beef, lamb, mutton, goat or other essential animal flesh/muscle in combination with Tunkusa (locally defatted groundnut cake paste), spices and condiments in the mix. In the process, fat is trimmed and removed before the meat is sliced / cut into flat thin sheets using a sharp knife. The sheets are spread on raffia mat or wooden tray and sun dried (first stage drying), to reduce the moisture content and condition the meat for ingredient infusion. The pre-dried meat is then coated/infused with the ingredient mix powder (Tunkusa, spices and condiments ground into powder form) slurry and dried again (second stage drying) and finally roasted in a smokeless glowing fire [1]. The resultant Kilishi is often wrapped in a cardboard paper, hawked and sold along the streets, in the filling stations, retail shops, restaurants, hotels, markets and airports. Use of edible plant material such as flour/protein in comminuted meat product increases yield and lowers cost. Since the cost of conventional animal product is high, plant protein becomes an alternative source. It is cheap and affordable with acceptable organoleptic qualities [2, 3]. Conventional defatted groundnut flour has been used as a valuable ingredient in many high protein food formulations such as convenience food, snacks soups and beverage [4]. The preparation method of groundnut flour is hygienic, unlike the traditionally defatted groundnut cake paste, Tunkusa, that lacks adequate hygienic practices and, therefore, it is prone to unsafe levels of microorganisms. Also excessive production processes of Tunkusa exposes nutrients especially protein to loss of functionalities, but the utilization of groundnut flour in fabricated foods largely depends on its functional properties [4, 5, 6]. Nutrients and functional properties would be preserved, and also safer microbiological acceptable levels and better Kilishi would be produced using conventional defatted groundnut flour compared to Tunkusa Kilishi. The objective of this study was to ascertain the effect of conventional defatted groundnut flour substitution on yield, quality and storage stability of Kilishi. MATERIALS AND METHODS Materials Groundnut seed (Arachis hypogeae L.), black pepper (Piper guineas), hot pepper (Capsicium frutecens), sweet pepper (Capsicium anum), Clove (Eugenia carphylatta), ginger (Zingiber officinale), maggi cubes (Bullion), meleguenta (Afromomium meleguentg), onion (Allium cepa), table salt and sugar were purchased from Wurukum market in Makurdi, Benue State, Nigeria. Groundnut (Arachis hypoggea) cake paste: Tunkusa and potable water were obtained from kilishi factory in Ekewan Campus University of Benin, Edo State, Nigeria. Beef was purchased from Aduewagh abattoir in Benin City, Edo State, Nigeria. Preparation of conventional groundnut flour and the defatted flour Clean 5kg groundnut seeds were mildly roasted in an air oven at 48±2°C, decuticled by hand abrasion, winnowed and the hulls removed. The kernels were oven dried at 55±2°C for 5 hours and milled into flour with a kitchen blender (Philip, HR 1702), sieved to a particle size of 225μm, spread on a tray (45x45cm) at a loading depth of 10mm and toasted in the oven at 105±1°C. The resultant flour was defatted by placing the flour in a muslin cloth, screw pressed to maximum pressure (20 psi), and oil extracted until a fat content of 19.8% was attained. The defatted flour was toasted in an oven at 105±1°C, packaged in cellophane bags 20μm thick and stored in a refrigerated at 7±1°C [7, 8]. Preparation of ingredient powder mix Clean dry spice or condiment (100g of each) was dried further in an air oven at 40±2°C for six hours and ground using a kitchen blender. The resultant feed/powder was sieved with standard mesh and the average particle size was 225μm. One kg of fresh onion was sliced and spread on a tray (45x45cm) to a loading depth of 50mm and dried at 40±2°C for 12 hours, ground, sieved, proportioned and blended into the ingredients mix [9]. Production, packaging and storage of the kilishi Four and half (4.5) kg of fresh beef was trimmed and the fat was removed. The resultant lean beef (4.3kg) was sliced into thin sheets of 0.15 - 0.20cm thick, arranged on a cleaned stainless tray (45x100cm) to a loading depth of 0.15-0.20cm, dried in an air oven 50±1oC for 4 hours to 25.2±0.3% moisture content. Total 2.4kg of the ingredient powder mix including 1.84kg of defatted groundnut flour or Tunkusa was weighed using a digital scale (FP-300 Fisher Sci. Edu. USA) into a clean plastic bowl (45cm diameter x 20cm depth) and mixed with 5.6L of boiled, cooled water at 50±1oC to form a slurry. About 2.39kg of the pre-dried sliced beef was immersed in the slurry for 30 minutes and the beef was infused. The infused beef (10.25kg) was arranged on the cleaned tray (45x100cm) to a loading depth of 0.4-0.55cm and dried in the oven at 50±1°C for 4 hours, arranged on the tray and placed on an oven glowing with smokeless charcoal fire at 250±1° C and roasted for 5 minutes. The resultant Kilishi was cooled under the revolving ceiling fan and weighed. Tunkusa Kilishi (TK) (control) and conventional defatted groundnut flour Kilishi (GFK) were packaged 100g per pack, respectively using sterile 20μm thickness cellophane bags and vacuum sealed (KOCH Ultravac UV 250 equip, Inc, USA) and placed into a plastic container (20cm diameter x 30cm depth) and stored at ambient (25-32°C) or refrigerator (7±1°C) for 12 weeks. Determination of yield, proximate composition and energy value Moisture content was determined using moisture analyzer (MB 35 Halogen OHAUS) at 105°C. Five (5) grams Kilishi sample was placed into clean dry analyzer cabinet dish. The heater was turned on and the sample was heated, the moisture content was attained and heating stopped automatically. The actual yield was expressed as the ratio of final weight of Kilishi to the fresh sliced beef sheets [10]. Protein (Nx6.25), fat, ash and crude fibre contents of the Kilishi were determined according to AOAC [11]. Carbohydrate was calculated by difference [12]. Energy value (Kcal/100g) was evaluated thus: (4 x Carbohydrate + 4 x Protein + 9 x Fat) [13]. Determination of peroxide value (PV), thiobarbituric acid (TBA), free fatty acid (FFA) and hydrogen ion concentration (pH) value Peroxide value: 5g Kilishi sample was weighed into a 250ml Erlenmeyer flask. Exactly 30ml of acetic acid-chloroform (2:1) solution was added and swirled to dissolve. Exactly 5ml of saturated solution of potassium iodide was added and allowed to stand for one minute with occasional shaking. The mixture was added to 30ml of distilled water and titrated with 0.1ml sodium thiosulphate with vigorous shaking until the yellow colour nearly faded away. Then 0.5ml of 1% starch solution was added and titration continued until the blue colour first disappeared. A blank consisting of distilled water in place of the extract was also prepared and titrated. From these, the PV was calculated [11]. For the thiobarbituric acid: 10g of Kilishi sample was blended in a kitchen blender and transferred into a clean-dried conical flask. To it 50ml distilled water was added, mixed thoroughly and filtered using filter paper (whatman). 5ml of the extract was mixed in a test tube with 5ml of 0.2g 2-thiobarbituric acid (Sigma-Aldrich Inc.) in 100ml of distilled water. A blank consisting of 5ml of the 2-thiobarbituric acid dissolved with 5ml distilled water in a test tube was prepared. Both the sample and the blank were stoppered with aluminum foil and allowed to stay at ambient temperature 25-32°C for 24 hours. The absorbance was measured at 538 nm using a spectrophotometer (Spectronic 20) and converted to TBA number [14]. For free fatty acid: neutral solvent was prepared by mixing 25ml of diethyl ether with 25ml ethanol plus 1ml of 1% phenolphthalein indicator and carefully neutralized with 0.1M sodium hydroxide solution. Exactly 5g Kilishi sample was dissolved in the neutral solvent and titrated against aqueous 0.1M solution of sodium hydroxide with shaking until the pink colour that lasted about 15 sec. was obtained [15]. Hydrogen ion concentration (pH) value was determined by blending 5g Kilishi sample using kitchen blender (Philips HR, 1702). This was transferred into a 100ml beaker and mixed with deionized water. The mixture was filtered and the pH measured using single electrode digital pH meter (Philip), [16]. All determinations were in triplicate. Microbial evaluation Glass wares were aseptically prepared. About 1g Kilishi was randomly selected from each Kilishi samples and blended thoroughly with 9ml sterile distilled water in a test tube. Subsequently, serial dilutions were prepared appropriately. About 1ml of each diluent was then aseptically transferred into coded sterile Petri dishes. For total plate counts: 7g of nutrient agar (Anteg. Diagnostic Tm U.K), and for yeast and mould counts, 9.75g potatoes dextrose agar (PDA) (Int. Diagnostic group Plc ideg) was dissolved in 250ml of distilled water and sterilized in an autoclave at 121°C for 20 minutes and allowed to cool to 40-44°C before 10ml was poured to each of the coded Petri dishes containing the diluents, respectively. These were swirled gently and allowed to solidify. The plates were inverted and incubated, for total plate counts at 32°C for 44 - 48 hours and for yeast and mould counts at 36°C for four days in a Gallenkamp incubator. After incubation, counts were determined using digital colony counter (JP secter S.A). The total bacteria counts were reported as CFU/g. For coliform counts: McConkey media was used [17]. Sensory evaluation Kilishi sample was placed in a coded dish and presented to a 25-member panel consisting of 10 who are familiar with Kilishi and 15 who are not familiar with Kilishi. The panel evaluated the Kilishi based on colour, flavour, texture, crispiness and overall acceptability using a 9-point hedonic scale [18]. Analysis of data The mean scores obtained from the yield, proximate composition, sensory evaluation and microbiological data were tested for significant difference at 5% probability level using analysis of variance (ANOVA). Turkey’s least significant difference (LSD) test was used to separate means with significant differences [19]. RESULTS Ingredient proportion Table 1 shows the proportion of ingredients/raw materials used in the Kilishi processing. Proportion of the ingredients ranged from 1.3g (0.13%) in clove to 459.14g (45.9%) in Tunkusa or conventional defatted groundnut flour. Proximate composition (dry weight basis), yield and energy value of the Kilishi products Table 2 shows proximate composition, yield and energy value of Tunkusa (TK) (control) and conventional defatted groundnut flour (GFK) Kilishi. The Kilishi products had low moisture contents which ranged from 11.6% in TK to 12.1% in GFK. Both GFK and TK had high protein contents with GFK containing higher protein content of 51.4% compared to TK 49.8%. For fat content, TK had 11.4% which was significantly (P≤0.05) lower when compared to 13.4% in GFK. Ash contents of the Kilishi products were high. TK had slightly higher ash content of 5.2% than 5.1% ash content of GFK. The crude fibre contents were low. It ranged from 2.8% in GFK to 3.1% in TK. Carbohydrate contents ranged from 14.8% in GFK to 18.9% in TK. The carbohydrate contents differed significantly (P≤0.05). Table 2 also shows the yield of Tunkusa (TK) (control) and conventional defatted groundnut flour (GFK) Kilishi. The yield ranged from 83.7%-87.3%. Yield of GFK Kilishi was significantly (P≤0.05) higher than yield of TK. Also Table 2 shows the energy value of TK and GFK Kilishi. Groundnut flour kilishi (GFK) had higher energy value of 387.0 Kcal/100g than 377.4 Kcal/100g of TK Kilishi. The energy value also differed significantly (P≤0.05). Sensory scores of the Kilishi product Table 3 shows the mean sensory scores of Tunkusa Kilishi (TK) (control) and conventional defatted groundnut flour Kilishi (GFK). Although there were significant differences (P ≤0.05) between GFK and TK in the sensory attributes, both products had very high scores in all the attributes. The GFK (groundnut flour Kilishi) (GFK) had scores higher than TK in appearance, texture, flavour, crispiness and overall acceptability. Effect of storage at ambient (25-32°C) refrigerator (7±1°C) on sensory score of the Kilishi products Table 4 shows the effect of storage at ambient (25-32°C) and refrigerator (7±1°C) on sensory score of the Kilishi. During storage, the mean sensory scores of both Kilishi products maintained high ratings in all the attributes. However, Tunkusa Kilishi (TK) (control) had slightly lower rating than groundnut flour Kilishi (GFK). Effect of storage on hydrogen ion concentration value (pH), free fatty acid (FFA), thiobarbituric acid (TBA) and peroxide value (PV) of the Kilishi products Table 5 shows the effect of storage on hydrogen ion concentration (pH) value of the Kilishi products. The pH values slightly increased more in the Kilishi stored in the refrigerator (7±1°C) temperature than Kilishi stored at ambient temperature. Hydrogen ion concentration (pH) values for Tunkusa Kilishi (TK) (control) ranged from 6.09 to 6.64 at ambient (25-32°C) and 6.09 to 6.28 at refrigerator (7±1°C) temperatures storage period (week one to week 12). Similarly, GFK had a pH range of 6.18 to 6.28 at ambient (25-32°C) and 6.18 to 6.30 at refrigerator (7±1°C) temperatures storage for a period of one to 12 weeks. Figure 1 shows the effect of storage on free fatty acid (FFA). The free fatty acid values were relatively reduced in the Kilishi products stored in refrigerator and at ambient temperatures over the storage period. In the first week, both GFK and TK Kilishi (control) had FFA 1.86 and 1.89 % oleic acid, respectively. However, FFA of TK Kilishi reduced to 1.64 and 1.61 % oleic acid while FFA of GFK reduced to 1.72 at ambient (25-32°C) temperature and 1.69 (% oleic acid) at refrigerator (7±1°C) temperature in week twelve during storage period. Figure 2 shows the effect of storage on thiobarbituric acid (TBA) of the Kilishi products. TBA values were higher at week zero but lowered subsequently during storage. Groundnut flour Kilishi (GFK) had higher TBA values than Tunkusa (TK) (control). For samples stored at ambient, the TBA value ranged from 1.58 to 1.45 mg malonaldehyde/Kg sample in GFK and 1.56 to 1.40 mg malonaldehyde/Kg sample in TK Kilishi while refrigerated samples values ranged from 1.58 to 1.41 in GFK and 1.56 to 1.39 mg malonaldehyde/Kg sample in TK Kilishi. Kilishi samples stored at refrigerator (7±1°C) had slightly lower changes in TBA than samples stored at ambient (25-32°C) temperature. Figure 3 shows the effect of storage on peroxide value (PV) of the Kilishi products. Peroxide values (PV) were higher at week zero and decreased during storage. The PV values ranged from 1.52 to 1.72meq/Kg sample across Kilishi stored at both ambient and refrigerator temperatures. Groundnut flour Kilishi (GFK) had lower PV ranging from 1.73 to 1.64meq/Kg sample while TK (control) Kilishi had PV ranging from 1.70 to 1.52meq/Kg sample. Also, Kilishi samples stored at refrigerator (7±1°C) temperature had slightly lower changes in PV than Kilishi stored at ambient (25-32°C) temperature. Effect of storage at ambient (25-32°C) refrigerator (7±1°C) on microbial load of Kilishi The microbial counts in both GFK and TK (control) during storage were non detectable (ND) until week twelve. Tunkusa Kilishi (TK) stored at ambient had bacterial counts of 1.6x101 CFU/g and mould counts 1.0x101 CFU/g while the samples stored at refrigerator had bacterial counts 1.1x101 CFU/g. Similarly, GFK stored at ambient had bacterial counts 2.1x101 CFU/g and mould counts 3.0x101. Groundnut flour Kilishi (GFK) samples stored at refrigerator had bacterial counts of 4.5x101 CFU/g. At week twelve, the microbial counts were higher in GFK than in TK (control). DISCUSSION Ingredient proportion The proportion of the ingredient probably indicates their essentiality in Kilishi production. Ingredients with high proportions might be major contributors to the physio-chemical properties of the processed Kilishi product. Earlier studies on Kilishi indicated that high proportion of Tunkusa (traditionally defatted groundnut cake) used in Kilishi processing contributed significantly to the physio-chemical properties of the Kilishi product [20]. In the same vein, the conventionally defatted groundnut flour would greatly influence the overall characteristic of its Kilishi. Proximate composition (dry weight basis), yield and energy value of the Kilishi products The low moisture content of the Kilishi indicates that the products were well dried. If the products are packaged, at this moisture level with materials that are low in moisture permeability, the products would be at water activity level that may protect it from microorganism spoilage. Both GFK and TK had high levels of protein contents. However, GFK had higher protein content 51.4% compared to TK (control) 49.8%. If both products were dried to the same level of moisture content, GFK might have had much more protein than TK. A significant quantity of protein might have been lost from Tunkusa due to its production process, which involved repeatedly hand squeezing of the groundnut cake paste and extraction of the oil with warm water. The higher level of protein obtained in GFK Kilishi suggests that conventional defatted groundnut flour would be a potential replacement of Tunkusa for a protein rich Kilishi. Fat content of TK, 11.4% was significantly (P≤0.05) lower when compared to 13.4% in GFK. The reason for lower fat content in TK was because the Tunkusa used was defatted to a lower fat content (12.2%) compared to 19.8% in conventional defatted groundnut flour. Lower fat content in TK might have contributed to lesser rating of TK in flavour attribute since fat usually influences flavour of meat products. High ash contents recorded in the Kilishi products particularly in TK Kilishi (control) might be due to contamination of Tunkusa by foreign bodies such as dirt. Contamination resulting from production process of Tunkusa might influence the mineral content of traditional processed meat such as Kilishi [21]. Crude fibre as well as carbohydrate might be contributed by flour, spices and condiment such as ginger, onion and pepper used in the Kilishi production [22]. The higher value of carbohydrate in TK might be because the carbohydrate was calculated by difference (the sum total of the other constituents subtracted from 100). The result of proximate composition in this study indicated that GFK is a potential replacement for protein rich and other essential nutrients in Kilishi product. The yield (87.3%) of the GFK Kilishi was significantly (P ≤0.05) higher than TK (83.7%). This might be because the conventional defatted groundnut flour bound more of the ingredients. Yield (87%) has been recorded in Tunkusa Kilishi produced with sodium tripolyphosphate (STPP). The STPP was meant to improve the yield of Kilishi [12]. Production process of Tunkusa could affect its functionality adversely including the capacity to bind ingredients. This result on yield suggests that conventional defatted groundnut flour could improve yield in Kilishi. Calculated energy value of 387.0 Kcal/100g in GFK was higher than 377.4 Kcal/100g in TK Kilishi. This energy value differed slightly from 510Kcal/125g energy value for Kilishi product previously reported [23]. The difference might be from the constituents such as protein, fat and carbohydrate from which the energy value was evaluated. This high energy values apparently suggest that both GFK and TK Kilishi products are potential sources of vital energy for human consumption. Sensory scores of the kilishi product Table 3, shows the mean sensory scores of Tunkusa Kilishi (TK) (control) and conventional defatted groundnut flour Kilishi (GFK). Although there were significant differences (P ≤0.05) between GFK and TK in the sensory attributes, both products had very high scores in all the attributes evaluated. Groundnut flour Kilishi (GFK) was more highly scored than TK in all the attributes (appearance, texture, flavour, crispiness and overall acceptability). Due to the manner of production process of Tunkusa, oxidation might set in and affect adversely the flavour of its product. The overall acceptability of the Kilishi products might be due to flavour and other attributes contributed by meat, oil, protein, spices and flavonoids which influence palatability and acceptability of products. The result of this study suggests consumers’ greater preference of GFK to TK. During storage the mean sensory scores (Table 4) of the Kilishi products maintained high ratings. This suggests that storage for 12 weeks did not adversely affect the products. Effect of storage on hydrogen ion concentration (pH) value, free fatty acid (FFA) thiobarbituric acid (TBA) and peroxide value (PV) of the Kilishi products Hydrogen ion concentration (pH) values (Table 5) slightly increased more in the Kilishi stored in the refrigerator than Kilishi stored at ambient temperature probably due to protein degrading microorganisms such as Pseudomonas that predominates at low temperature. Proteolytic microorganism aided by lactic acid bacteria could cause sourness in meat and meat products [24]. Also the result of this study suggests some degree of stability of the Kilishi products. The FFA values (Figure 1) were relatively reduced in the Kilishi products stored in refrigerator and at ambient over the storage period. This result differs from high FFA value in Kilishi produced with undefatted groundnut cake paste, Tunkusa [25]. The reduced FFA values in this study might be because both the Tunkusa and groundnut flour used in the production of Kilishi were defatted. Also this result suggests high oxidative stability of these Kilishi products. TBA values also were higher at week zero probably because of high rate of oxidation stimulated by the method of Kilishi such as heat drying. Groundnut flour Kilishi (GFK) had higher TBA than TK. Higher fat level recorded in GFK than TK Kilishi could provide more substrate for lipid oxidation. Thiobarbituric acid (TBA), however, declined progressively at subsequent storage weeks. This might be that the spices and condiments used in the production provided antioxidant effect on the products. Kilishi products stored in the refrigerator (7±1°C) had lower TBA values compared to products store at ambient (25-32°C). This might be because low temperature slowed down lipid oxidation. This trend in TBA agrees with higher TBA values that declined during storage of Kilishi [26]. Thiobarbituric acid (TBA) values, highest ranges (1.58 to 1.45 mg malonaldehyde/Kg sample) obtained before and after storage in this study were within the threshold of 1.8mg malonaldehyde/Kg sample suggested in previous reports [27]. This suggests stability of the Kilishi products. PV values were higher in week zero and decreased during storage. The low moisture contents of the Kilishi products might be responsible for the decreased PV values. Water inhibits incipient oxidation of lipid but promote secondary reaction of lipid degradation products with protein at increasing water activity (aw) [28]. The PV values range of 1.52 to 1.72meq/Kg sample across Kilishi stored both at ambient and refrigerator is within the acceptable limits of 10.0 to 20meq/Kgsample [29]. Effect of storage at ambient (25-32°C) refrigerator (7±1°C) on microbial load of Kilishi products The microbial counts in both GFK and TK during storage were non detectable (ND) until week 12. However, the microbial counts observed at week 12 storage periods might be due to post processing contamination probably from the air in the environment and other medium during packaging. The microorganisms probably succeeded the hurdle of non-access to moisture and / or other growth factors. The highest microbial counts (4.5x101 CFU/g) obtained in this study were lower than the limit (106 CFU/g counts for aerobic and 107 CFU/g count for anaerobic microorganisms) suggested for dry meat products [29, 30]. CONCLUSION The result of this study has shown that conventional defatted groundnut flour base Kilishi (GFK) can enhance the yield and quality of Kilishi products. Conventional defatted groundnut flour base Kilishi had more protein and yield than Tunkusa Kilishi (TK) (control). Even though both Kilishi products compared well in organoleptic qualities, GFK was more acceptable than TK. Also storage indices were better in the conventional defatted groundnut flour base Kilishi than Tunkusa Kilishi (TK) (control). These appreciable attributes make the groundnut flour a potential for Kilishi production. Further study on Kilishi processing using other locally available edible beans would help to make Kilishi product abundant for consumption. REFERENCES
Copyright 2011 - African Journal of Food Agriculture, Nutrition and Development The following images related to this document are available:Photo images[nd11022f3.jpg] [nd11022f2.jpg] [nd11022t1.jpg] [nd11022t4.jpg] [nd11022f1.jpg] [nd11022t3.jpg] [nd11022t5.jpg] [nd11022t2.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}