 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
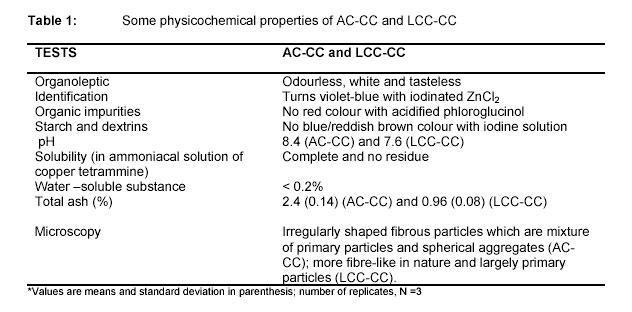
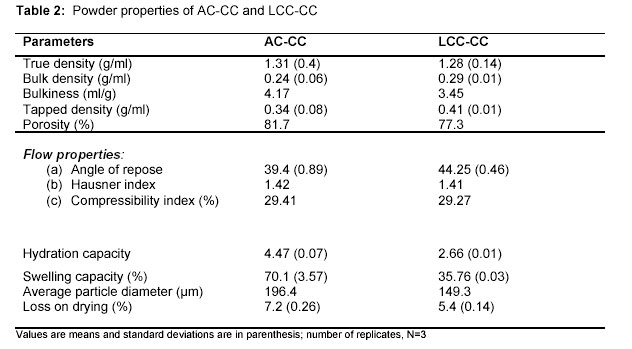
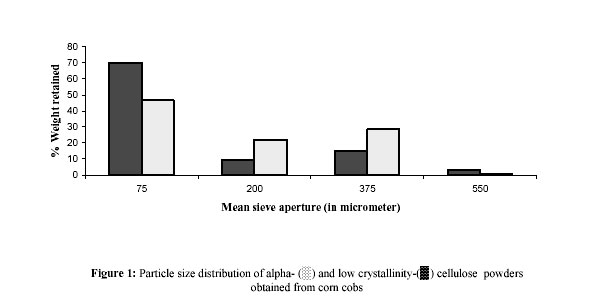
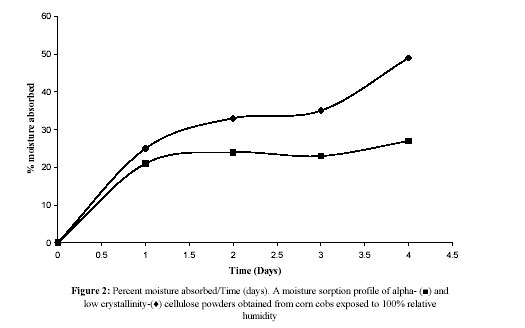
Tropical Journal of Pharmaceutical Research, Vol. 4, No. 2, December 2005, pp. 509-516 Research Article Phosphoric Acid-Mediated Depolymerization and Decrystallization of α-Cellulose Obtained from Corn Cob: Preparation of Low Crystallinity Cellulose and Some Physicochemical Properties F.O. Ohwoavworhua* and T.A. Adelakun Department of Pharmaceutical Technology and Raw Materials Development (PT&RMD), National Institute for Pharmaceutical Research and Development, (NIPRD), P.M.B. 21, Abuja, Nigeria *Corresponding Author: E-mail: frankohwo@yahoo.com Code Number: pr05013 Abstract Purpose: Low crystallinity celluloses (LCC) are materials that have a substantially reduced degree of crystallinity, typically ranging between 15 and 45%. It is useful as an excipient in preparation of tablets and confectionery products. The aim of this work was to obtain from α-cellulose content of corn cob, a low crystallinity cellulose (LCC-CC), and study its physical properties as well as evaluation of its potential as tablet excipient. Keywords: Low crystallinity cellulose, α-cellulose, physical properties, corn cob. INTRODUCTION The hydrolysis of cellulose by mineral acids has been extensively investigated for preparation of microcrystalline cellulose (MCC) - the most commonly and widely used direct compression excipient in tableting 1 ,2. MCC is currently marketed world-wide under various trade names and is characterized by a high degree of crystallinity. The crystallinity index typically ranges between 55% and 80% (as determined by the powder X-ray diffraction method), depending on the origin of the source, processing variables, such as reaction temperature and duration, mechanical agitation of the slurry, and drying conditions3,4. Low crystallinity celluloses (LCC) are materials that have a substantially reduced degree of crystallinity, typically ranging between 15 and 45%. LCC can be prepared either by mechanical disintegration of the cellulosic source (dry or wet milling) 3,5, 6 or from a chemical reaction between cellulose and concentrated mineral acids (e.g 37-42% concentrated hydrochloric acid at 30-50°C, 65-75% sulfuric acid at 35-45°C for 10 min, and a mixture of hydrochloric and sulfuric acid or phosphoric acid at <50 °C) 7,8. Compared to native and regenerated cellulose, low crystallinity cellulose shows improved dispersibility in water, increased compactibility with materials such as starches, proteins, and lipids, and is useful as an excipient in the preparation of tablets and confectionery products9. As part of on-going efforts to develop local raw materials for the pharmaceutical industry, we have in the present work, obtained low crystallinity cellulose from the α-cellulose derived from corn cob. Corn cob waste has been identified in various studies as a potential source of cellulose 10, 11. The α- and low crystallinity- celluloses (coded AC-CC and LCC-CC, respectively) obtained were assessed for their physicochemical properties. MATERIALS AND METHODS Materials Nitric acid, sodium nitrite, sodium sulphite, sodium hydroxide (BDH, England), sodium hypochlorite (JIK,® Reckitt and Colman Ltd., Nigeria), phosphoric acid and xylene (Vicker Laboratories Ltd., England) were used. All other chemicals used were of analytical reagent grade and water was double-distilled. Corn cob was obtained from a local corn mill in Idu, Abuja, Nigeria Methods Extraction of α-cellulose (AC-CC) The method of Okhamafe et al 10, with slight modification, was used. The corn cob was washed and cut into smaller pieces using cutlass and dried at 60oC for 48h in a hot air oven (Kotterman, Germany). These were then crushed using the Apex mill (model 160, Apex Construction Ltd, London) and the fraction of particles size under 1.00 mm was used for extraction. A 300g quantity of the material was treated with 4L of 3.5% nitric acid containing 40mg of sodium nitrite for 2h in a stainless steel container immersed in a water bath (FGL 1083, Karl Kolb Scientific, West Germany) set at 90oC to remove lignin in the form of soluble nitrolignins. Following thorough washing and filtration, it was digested with a 3L solution containing 2% w/v each of sodium hydroxide and sodium sulphite at a temperature of 50oC for 1h. Again, it was washed, filtered and bleached with a 2L 1:1 aqueous dilution of 3.5% w/v sodium hypochlorite at boiling temperature for 0.5h. The washed and filtered material (i.e., holocellulose) was next treated with 2L of 17.5% w/v sodium hydroxide at 80oC for 0.5 h. The resulting alpha cellulose was washed thoroughly with water. The extraction process was then completed by whitening with a 1:1 aqueous dilution of 3.5% w/v sodium hypochlorite for 5 min at 100oC and subsequent washing with water until filtrate was clear. The cellulose material was filtered, and the water manually squeezed out in a calico cloth to obtain small lumps, which were dried at 60oC in a fluidized bed dryer (model TG 1, Retsch GmbH & Co., Germany ). Following further milling and sieving the fraction passing through 750 µm sieve was obtained and used for further investigation. Preparation of low crystallinity cellulose (LCC-CC) LCC-CC was prepared according to the method of Wei et al12. Briefly, cellulose was reacted with 85% phosphoric acid, first at room temperature for 1 h and then at 50°C for 4 h. The resulting translucent, viscous solution was cooled to room temperature and then added to five times the volume of water with constant agitation. The white solid precipitate was filtered and repeatedly washed with water until the pH of the filtrate was neutral. The wet cake was then suspended in acetone, and finally filtered. This process was repeated several times to ensure removal of water from the residue. The acetone-washed material was dried in air and sieved. The fraction of particle size < 650µm was collected and used in the study. Physicochemical properties of AC-CC and LCC-CC Determination of organoleptic characteristics, identification test, tests for presence of starch and dextrin, solubility and water-soluble substances of AC-CC and LCC-CC were carried out using the BP 200413 methods. An optical microscope, Nikon Larphot 2 (Nikon Inc. Japan) was used for preliminary assessment of the nature of AC-CC and LCC-CC particles. The combination of low and high power objective lenses of x100 and x400 magnification were used. pH determination: A 2 g quantity of the powder material was shaken with 100 ml of distilled water for 5 min and the pH of the supernatant liquid determined using a pH meter (model 10, Corning, England). Powder Properties The particle size analysis, true density, flow properties, powder porosity, hydration capacity, swelling capacity, moisture sorption profile and loss on drying of the cellulose materials were determined. Particle Size Analysis: The sieves of aperture size 150 to 850 µm were arranged in descending order with a collector pan at the bottom and placed on a sieve shaker (, Endicott Ltd, UK). A 40 g quantity of cellulose powder was placed on the top sieve and shaken for 5 min. The weight of material retained on each sieve was then determined and the average diameter was calculated using the equation14: Average diameter = [Σ (% retained) x (mean aperture)]/100 …. (1) True Density: This was determined by the specific gravity bottle method. A clean, dry 50 ml specify gravity bottle was filled with xylene and its weight determined. Some of the xylene was poured out and 0.5 g of the cellulose material was placed inside. More xylene was added until the bottle was filled and was wiped dry of excess fluid. Its weight was again determined and the true density, (Dt), calculated using equation (2). The determination was carried out in triplicate and the mean calculated. Dt = w/[(a + w)- b] x SG .… (2) Where w is the weight of powder, SG is specific gravity of solvent, a is weight of bottle + solvent and b is weight of bottle + solvent + powder 10, 11. Flow properties Angle of Repose: The static angle of repose, a, was measured according to the fixed funnel and free standing cone method 15. A funnel with the end of the stem cut perpendicular to its axis of symmetry was secured with its tip 2 cm above a graph paper placed on a flat horizontal surface. Powder was carefully poured through the funnel until the apex of the cone thus formed just reached the tip of the funnel. The mean diameter, (D), of the base of the powder cone was determined and the tangent of the angle of repose calculated using equation (3): Tan a = 2h/D .… (3) Bulk and Tap Densities: A 10g quantity of powder sample was placed in a 50 ml clean, dry measuring cylinder and the volume,Vo, occupied without tapping was determined. After 500 taps using a Stampfvolumeter model STAV 2003 (JEF, Germany), the volume, V500 was determined. The bulk, (Db), and tapped densities were calculated as the ratio of weight to volume (V0 and V500, respectively) 16. Hausner Index: This was calculated using the bulk and tapped densities data obtained as above when fitted into equation (4) 16. Hausner’s ratio = Tapped density/Bulk density ………………………………………….(4) Compressibility Index (C %): This was also calculated using the bulk and tapped density data fitted into Eqn. (5) 16. Compressibility = (tapped density - bulk density)/Tapped density x 100 % …. ……(5) Powder Porosity (e): This was derived from the values of true and bulk densities when fitted into the Eqn. (6):16 e = 1 - Db/ Dt x 100 ………………….…. (6) Hydration Capacity: The method of Kornblum and d Stoopak 17 was used. A 1.0 g sample was placed in each of four 15 ml plastic centrifuge tubes to which 10 ml of distilled water was added and then stoppered. The contents were mixed on a vortex mixer (Vortex-Gennie Scientific Industry, USA) for 2 min. The mixture was allowed to stand for 10 min and then centrifuged at 1000 rpm for 10 min on a bench centrifuge (Gallenkamp, England). The supernatant was carefully decanted, the stopper replaced and the sediment weighed. The hydration capacity (Hc) was taken as the ratio of sediment weight to the dry sample weight. Swelling Capacity: This was measured at the same time as the hydration capacity and calculated as follows: S = (V2 - V1)/V1 x 100 .... (7) Where S is the % swelling capacity, V2 is the volume of the hydrated or swollen material and V1 is the tapped volume of the material prior to hydration 16. Moisture Sorption Capacity: A 2 g quantity of the cellulose materials were accurately weighed and evenly distributed over the surface of a 70 mm tarred Petri dish. The sample was then placed in a desiccator containing distilled water (RH = 100%) and stored at room temperature. At various time intervals, over a four-day period, the weight gained by the exposed sample was recorded and the amount of water sorbed was calculated from the weight difference 16. Loss on drying: 5 g powder samples were dried at 1100C to a constant weight. The % loss in weight was calculated as the moisture content 16. RESULTS AND DISCUSSION The yield of α-cellulose (AC-CC) was approx. 14 % w/w of the original material. The yield of the low crystallinity cellulose (LCC-CC), obtained from α-cellulose was 81.23 % w/w. Thus the yield of LCC-CC was 11.4 % w/w of the starting material. The results of the physicochemical properties investigated are shown in Table 1. The results indicate a high level of purity of the cellulose materials. The organoleptic qualities of the AC-CC and LCC-CC produced were good as the materials were odourless, tasteless, white and granular in texture. The values obtained for the total ash were very low. The total ash figure is of importance and indicates to some extent the amount of care taken in the preparation of the substance18. The results were as specified in the British Pharmacopoeia 2004, except for the pH values of AC-CC and LCC-CC which were slightly above the official range of 5-7.5. This however, can be adjusted appropriately during the extraction processes by further washing and adding glacial acetic acid as buffer solution. Powder properties The powder properties of AC-CC and LCC-CC are presented in Table 2 while the results of particle size analysis are shown in Fig 1. The particle size is in the range of 70-1000 µm, and so the powders belong to the classification ‘Conventional powder’19. About 46 and 70 % of the particle population for AC-CC and LCC-CC, respectively, correspond to mean sieve aperture of 75µm (see Fig 1); and the calculated average particle diameters were 196.4 and 149.3µm, respectively. The true density of both cellulose materials were comparable (Table 2). Stamm20 had pointed out that a direct correlation exists between the degree of crystallinity of cellulose and its true density when determined in a non-polar liquid. Consequently, the comparable true density values of the cellulose powders are suggestive that they might have the same degree of crystallinity. The bulkiness, (also known as specific bulk volume), defined as the reciprocal of bulk density, 21 is lower for LCC-CC than for AC-CC (Table 2). This is due to higher proportion of small particle sizes in the powder population of LCC-CC. In powder material of different sizes, the smaller particles sift between the larger ones and tend to reduce the bulkiness21. Consequently, when packaging equal weights of these powders, a larger container would be required for AC-CC. The loss on drying values for AC-CC and LCC-CC were about 7.2 and 5.4 %, respectively. The LCC-CC value is within the official limit of 6 % stated in British Pharmacopoeia, 200413. Thus, LCC-CC would be most suitable, as diluent, in the formulation of hydrolysable drugs such as aspirin. The flow properties of a powder are essential in determining its suitability as a direct compression excipient. The angle of repose, Hausner index and Carr’s percent compressibility are considered as indirect measurements of powder flowability22. The angle of repose for AC-CC and LCC-CC were large (Table 2). Carter23, however observed that angle of repose between 35 and 45 is not in itself a sufficient criterion for predicting the flow properties of powders. Hausner index is indicative of interparticle friction while Carr’s index shows the aptitude of a material to diminish in volume22. As the values of these indices increase, the flow of the powder decreases. In general however, Hausner ratio greater than 1.25, indicate poor flow; Carr’s compressibility index below 16% indicate good flowability while values above 35% indicate cohesiveness22. The flow indices showed that AC-CC and LCC-CC powders have poor flow. As a result, a glidant will be needed when these materials are to be used in solid dosage production processes. Swelling which is generally accepted as an indication of tablet disintegration ability24 can be assessed by the determination of hydration capacity, swelling capacity and moisture sorption profile. The hydration capacity of AC-CC (Table 2) indicates that it is capable of absorbing about four times its own weight of water and approximately twice more water than LCC-CC. The swelling capacities, which reflect the increase in volume of cellulose following water absorption, were 35.8 and 70.1 % for LCC-CC and AC-CC, respectively, (Table 2). The higher hydration and swelling capacities observed for AC-CC compared to LCC-CC is due to the amorphous nature of α-cellulose (AC-CC). The amorphous portion of cellulose material is known to be responsible for uptake of water and consequently swelling20. In addition, the low values for LCC-CC confirms that the phosphoric acid removed high proportions of the amorphous portion present in the α-cellulose (AC-CC) in the course of production of LCC-CC. Moreover, the results suggest that while both materials could function as disintegrants, AC-CC appears to a superior disintegrant. The moisture sorption capacity is a measure of the moisture sensitivity of the material. The profile for AC-CC and LCC-CC (Fig. 2) are significantly different. It is higher for LCC-CC. This could have been due to higher proportion of small particles for LCC-CC resulting in greater total surface area. Furthermore, study of water sorption is of importance since it reflects the relative physical stability of tablets made from these materials when stored under humid conditions. In all, this property showed that the cellulose powders are sensitive to atmospheric moisture and should, therefore, be stored in an air-tight container. CONCLUSION The cellulose products, AC-CC and LCC-CC, obtained from corn cobs conformed to the official specifications in the British Pharmacopoeia (2004). The powder properties of these materials indicate that they could function as disintegrants and filler-diluents in pharmaceutical tableting. References
Copyright 2005. Pharmacotherapy Group, Faculty of Pharmacy, University of Benin, Benin City, Nigeria. The following images related to this document are available:Photo images[pr05013f1.jpg] [pr05013f2.jpg] [pr05013t1.jpg] [pr05013t2.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}