 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
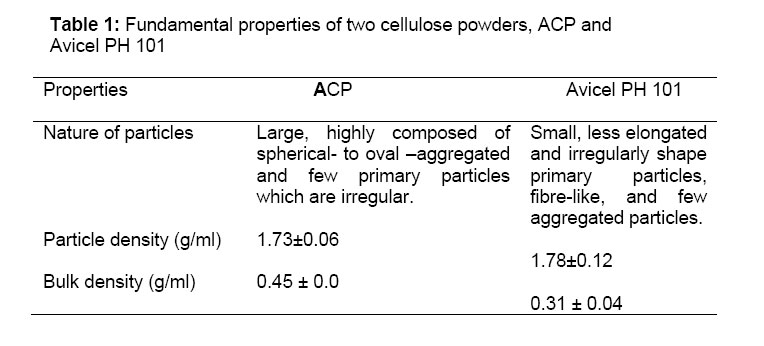
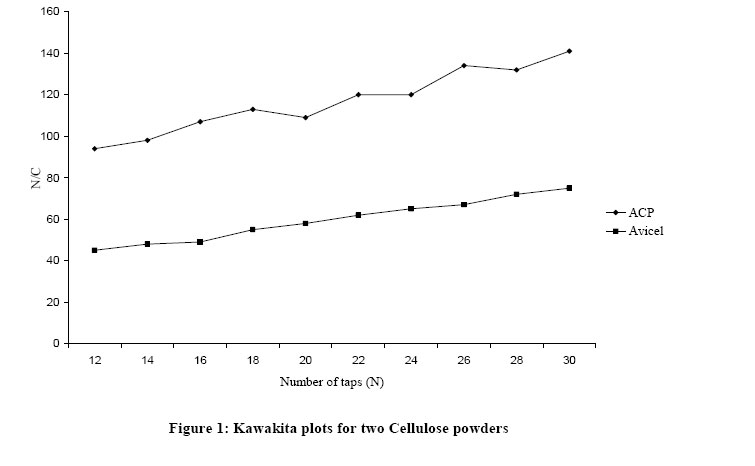
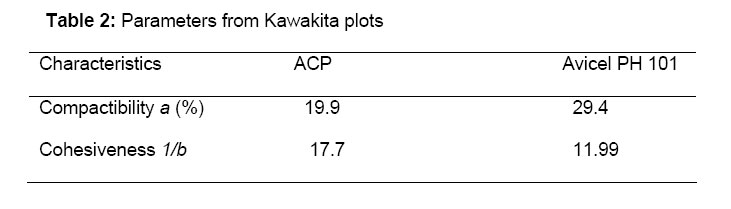
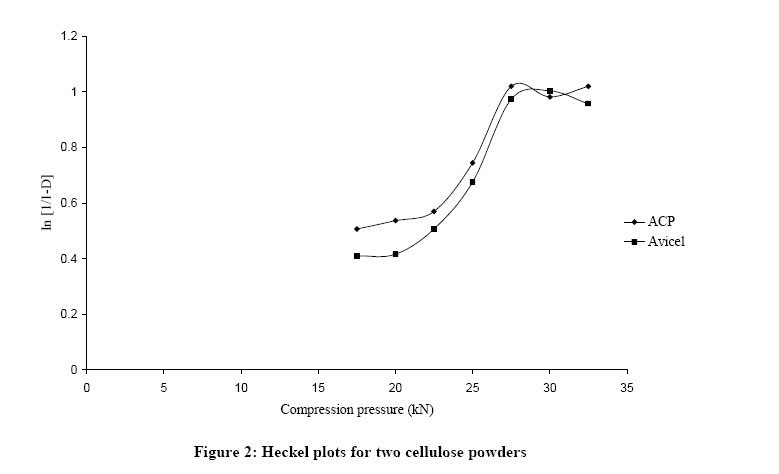
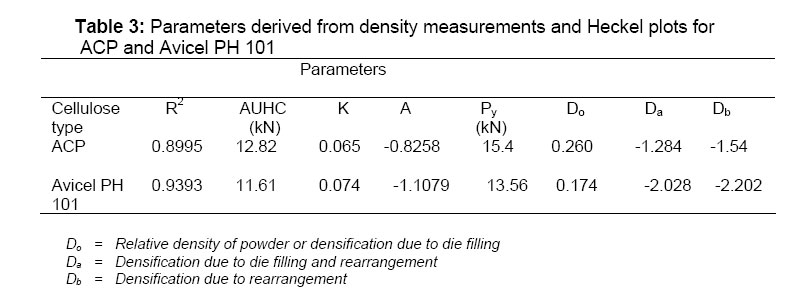
Tropical Journal of Pharmaceutical Research, Vol. 6, No. 1, March 2007, pp. 645-651 Research Article A Comparative Evaluation of the Flow and Compaction Characteristics of α-Cellulose obtained from Waste Paper FO Ohwoavworhua*, TA Adelakun and OO Kunle Department of Pharmaceutical Technology and Raw Materials Development, National Institute for Pharmaceutical Research and Development (NIPRD), P. M. B. 21, Abuja, Nigeria. Code Number: pr07003 AbstractPurpose: Alpha-cellulose obtained as pulp from fibrous plant materials has found use in the pharmaceutical industry as a disintegrant and direct compression diluent. The aim of this study was to evaluate the suitability of α-cellulose obtained from waste paper as a direct compression excipient. Keywords: Alpha-cellulose, microcrystalline cellulose, flow and compaction characteristics, direct compression diluent. INTRODUCTION Cellulose, which is the name generally given to a group of very closely allied substances, is a major constituent of cell wall of most plants and, therefore, provides the backbone structure of plant materials. It is perhaps the most abundant and one of the most useful phytochemical compounds on earth. The cell walls of cotton, pappi on certain fruits and other sources contain some of the purest forms of cellulose; however, because they are cell walls, they enclose varying amounts of other substances that are proteinaceous, waxy and/or fatty. Cellulose in the cell wall of most plants also exists together with encrusting substances, such as lignin, hemicelluloses and pectins. These can be removed by steam under pressure, weak acid or alkali solutions, and sodium sulphite and sulphurous acid1. Plant celluloses, especially those found in wood can be resolved into β-cellulose, which is soluble in 17.5 per cent sodium hydroxide, and alkali – insoluble α-cellulose 1. Alpha cellulose has been identified in various studies 2-5 as a potential pharmaceutical excipient which functions as an excellent disintegrant and direct compression diluent in tablet formulations. The continuous search for affordable locally available pharmaceutical raw materials in developing countries led to the evaluation of α-cellulose obtained from waste newspaper (ACP), as a potential tablet excipient6. Direct compression of powders requires materials exhibiting good flowability, compactibility and compressibility7. These properties were evaluated for ACP powder, in comparison with the well-known commercial microcrystalline cellulose, Avicel PH 101, with a view to providing insight into how it will perform in manufacturing a robust tablet form. We have studied these properties using Kawakita8, 9 and Heckel10, 11 models. MATERIALS AND METHODS Materials These include Avicel PH101 (FMC Corporation, USA) and ACP powder (particle size < 710 µm) which was obtained as described in an earlier study6. All other chemicals used were of analytical or reagent grade. METHODS Fundamental powder properties (a) Microscopy A Nikon AFX–DX microscope (Nikon Inc.,Japan) was used for preliminary assessment of the nature of the particles in both cellulose materials. Each of the samples was mounted in glycerol and a combination of low and high power objective lenses of x 100 and x 400 magnification, respectively, were used. (b) Particle density The densities of the cellulose powders were determined by the liquid displacement method using xylene as the immersion fluid 2, and the particle density, Dp, computed according to the following equation: Dp = w/[(a + w)-b] x SG ............... (1) where w is the weight of powder, SG is the specific gravity of the solvent, a is the weight of bottle + solvent and b is the weight of bottle + solvent + powder. (c) Bulk density The bulk density of each cellulose material at zero pressure (loose density) was determined by pouring a 30 g quantity of the powder into a 250 ml measuring cylinder and the volume, V0 , determined. The bulk density was calculated as Bd = W/V0 . The results presented are the mean of three replicates determinations2. Flow propertiesFlowability was determined using the Kawakita analysis.8, 9 Tapped density was determined using Stampfvolumeter, model STAV 2003 (JEF, Germany) – as a modified Neuman apparatus.12 Essentially, the method involved pouring a 30g quantity, each of the cellulose materials through an angle 450 into a 250 ml glass measuring cylinder and the heap of the particles in the cylinder was leveled off horizontally with a thin metallic spatula, and the bulk volume (V0 ) was accurately measured. The cylinder was then mechanically tapped and values for the volume of the powder column (V) after a separate number of taps N were determined. Three measurements were taken and the constants of this linear equation were calculated separately using tapping numbers below 30 and 10 observation points according to the method of least squares. The behaviour of both cellulose powders in the tapping procedure were compared using numerical constants obtained from the Kawakita plots. The Kawakita equation for tapping experiment 8, 9 which is used for assessing the flow properties of powders is given by: N/C = N/a + 1/ab ................................. (2) Where a and b are constants; a describes the degree of volume reduction at the limit of tapping and is called compactibility; 1/b is considered to be a constant related to cohesion and is called cohesiveness. C, the degree of volume reduction is calculated from the initial volume V0 and tapped volume V as: C = (V0 -V)/V ...................................... (3) Numerical values for constants a and 1/b are obtained from the slope, 1/a and the intercept, 1/ab, of plots of N/C against number of taps N. Compaction studiesPreparation of compacts Compacts of weights, 300 mg, of each of the cellulose materials were made using a single punch power-driven tablet press (Shanghai Tianxiang and Chentai Pharmaceutical Machinery Co. Ltd., China) at machine compression force units from 7 to 13 corresponding to the compression loads of 17.5 to 32.5 kN, respectively. Twenty were made at each compression level. Before compression, the die (10.5 mm diameter) and the flat- faced punches were lubricated with a 2% w/v dispersion of magnesium stearate in ethanolether(1:1).The compacts were stored over silica gel for 24hours (to allow for elastic recovery and hardening and prevent falsely low yield values) before evaluations. The dimensions (thickness and diameter) and weight uniformity of ten compacts were determined. The relative density, D, was calculated as the ratio of density of the compact, Dt, to the particle density, Dp, of the cellulose powder. The data obtained using this ‘ejected tablet method’ were used to obtain the Heckel plots. Linear regression analysis was carried out over a compression range of 20 to 27.5 kN and parameters from Heckel plots calculated. The area under the Heckel curve (AUHC) was calculated by the trapezoidal method, and used to express the extent of volume reduction (ie, compressibility) that the material had undergone during the entire compression pressure range. The compaction characteristics of the powders were studied using Heckel equation (Equation 4) 10, 11: ln 1/1-D = KP + A ....................... (4) Where D is the density of the compact relative to the particle density of the material being compacted, P is the applied pressure, K (the slope of the straight line portion) is the reciprocal of the yield pressure, Py , of the material. The yield pressure is inversely related to the ability of the material to deform plastically under pressure and A is a function of the original compact volume. From the intercept A, the relative density Da , can be calculated using the Eq. 5: Da = 1-e-A ....................................(5) The relative density, D0 , of the powder at the point when the applied pressure equals zero (D0 = loose density/particle density) is used to describe the initial rearrangement phase of densification as a result of die filling and high value indicating very dense packing. The relative density Db , describes the phase of arrangement during the initial stages of compression. The extent of this depends on the theoretical point of densification at which particle deformation begins. Db is obtained from the difference between Da and D0 . Db = Da - D0 ................................ (6) RESULTS AND DISCUSSIONThe results of fundamental properties of the cellulose powders are shown in Table 1. Flow propertiesPlots of N/C versus N (Kawakita plots) for ACP and Avicel PH101 powders gave the linear relationship shown in Fig. 1. Kawakita constants indicate the behaviour of the powder from the bulk density state to the tap density state. The constants of the Kawakita equation were resolved from the slope and intercept of the line from graphs N/C versus C (Table 2). According to published results, small values of constants a (compressibility, or the amount of densification due to tapping) and 1/b (cohesiveness, or how fast or easily the final packing state was achieved) indicate good flowability and small cohesiveness 8, 13. From our results, it was difficult to make comparable conclusions in this regard. ACP densified the least (small compressible value) but attained the final packing state most slowly. On the other hand, Avicel densified considerably but achieved the final packing state rather quickly. Compaction propertiesPowder compaction is a volume reduction process, and the Heckel equation10 is also based on volume change of a powder column during compression. The plots gave a general impression of the densification process of the powder column. The Heckel plots (Fig. 2) for both materials were somewhat similar. To explain the deformation characteristic of α-cellulose, Heckel constants as well as area under the Heckel curve, AUHC, were derived from the plots (Table 3). The powder column formed by ACP was more densely packed than that formed by Avicel PH 101 in the initial stages of rearrangement as indicated by their Do values (Table 3). The particles of ACP powder are larger, highly composed of spherical- to oval- aggregates with few primary particles which are irregular (Table 1) compared to those of Avicel PH 101 which are small, elongated (fibre-like) and irregular primary particle. These features of the latter could result to formation of bridges and arches, which could in turn prevent close packing of the particles in the bulk state. Thus it seems that the values for the relative density or the packing fraction in the bulk state are strongly dependent on the particle size and shape. The low Da value for ACP powder is an indication that it opposes the densification process less strongly than Avicel PH 101. Juslin and Paronen14 stated that Da describes the share of densification due to contact area between particles; therefore, the low Da value of ACP is an indication of low contact area between the particles. This is expected due to the high population of large spherical- to oval- aggregates present in ACP powder. However, it has been reported that the resultant contact area in a powder bed is dependent upon the interplay of several variables ranging from specific surface area (sequel to particle size), particle size distribution, particle shape to surface properties of the powders such as hardness of the surface. The effect of any of these variables is difficult to distinguish.14 Db , which describes the phase of rearrangement of particles, the extent of which depends on the theoretical point of densification at which deformation begins, was also determined for the cellulose powders; Avicel PH 101 has a higher value than ACP. ACP particles were more resistant to movement once the initial phase of packing (as a result of die filling) had been completed. This could be attributed to the high cohesive forces likely present as a result of its amorphous nature, being an α-cellulose. The mean yield pressure, Py , values were calculated from the slope of the linear line constructed over the compression pressure range (Table 3). Py which is inversely related to the ability of the material to deform plastically under pressure,11, 14 was found to be lower for Avicel PH 101 (Table 3). The results therefore indicate that Avicel PH 101 underwent plastic deformation more easily and rapidly than ACP. This also confirms that ACP is somewhat resistant to deformation. In addition, the lower value of Py (ie larger value of the slope K) can be correlated with the crushing strength of tablets; lower values of Py usually indicate harder tablets. Such information could be used as means for binder selection when designing tablet formulations15. Consequently, ACP with high values of Py (less plastically deformed) might should it be used, in high proportion, as direct compression diluent. A coefficient of determination (R2) value close to require the addition of some plastically deforming components, such as polyvinylpyrrolidone, to reduce structural failure unity is indicative of plastic deformation, whereas decreasing values suggest fragmentation propensity16. The R2 values obtained over the linearity pressure range of the Heckel curves in this study were 0.8995 and 0.9393 for ACP and Avicel PH 101, respectively, suggesting that the former exhibited greater fragmentation. This was, however, expected as ACP existed as aggregates. The results suggest that the consolidation of ACP over the pressure range of linearity may have involved fragmentation of aggregates as well as plastic deformation of the primary particles. For Avicel PH 101 with a larger R2 value, it is explained that plastic deformation of the predominant primary particles contributed overwhelmingly to the formation of compacts. While the mean yield pressure and R2 values suggest that Avicel PH 101 was a more ductile material compared to ACP, this deduction could not be made on the basis of the AUHC values (Table 3). Earlier, Kumar et al 16 had reported that AUHC values could be used to estimate the extent of volume reduction (i.e. compressibility) that a material had undergone during the entire compression range. Larger AUHC was used to predict more plastic flow and low value was interpreted as fragmentation tendency. CONCLUSIONWhile it was difficult to predict the flow properties of the two cellulose powders using the Kawakita model; a comparison of compression behaviour and compactibility of the two powders showed Avicel PH 101 to be a slightly better binder. Nevertheless, it was concluded that ACP material could find use as a potential dry binder and direct compression diluent in tableting. REFERENCES
Copyright 2007. Pharmacotherapy Group, Faculty of Pharmacy, University of Benin, Benin City, Nigeria. The following images related to this document are available:Photo images[pr07003f2.jpg] [pr07003t2.jpg] [pr07003t1.jpg] [pr07003t3.jpg] [pr07003f1.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}