 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
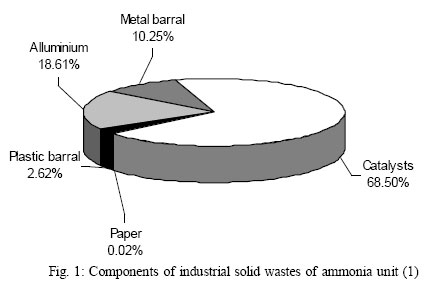
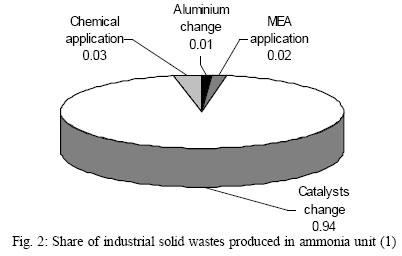
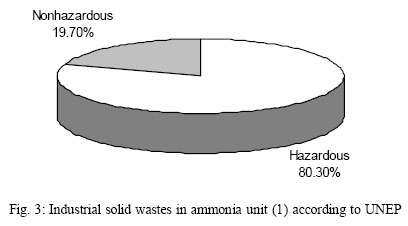
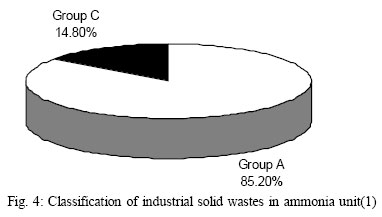
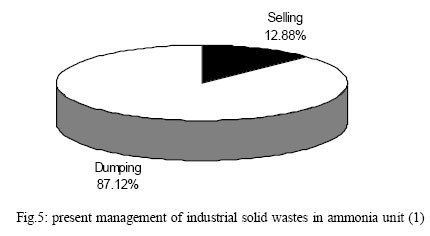
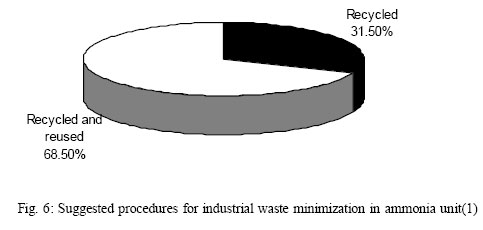
Iranian Journal of Environmental Health Science & Engineering, Vol. 2, No. 4, 2005, pp. 261-266 IDENTIFICATION AND CLASSIFICATION OF INDUSTRIAL SOLID WASTES IN AMMONIA UNIT OF RAZI PETROCHEMICAL COMPLEX AND FEASIBILITY OF WASTE MINIMIZATION F. Fakheri Raouf, R. Nabizadeh and N. Jafarzade *Corresponding author: Tel: +98 21 8895 4914, Fax: +98 21 6646 2267, Email: rnabizadeh@tums.ac.ir Code Number: se05038 ABSTRACT Petrochemical industries are considered as strategic and important sectors in economic development of Iran. Razi petrochemical factory is one of complex in Iran, established in 1970 with 100 hectare. In this research, the possibility of waste minimization in the ammonia unit of Razi petrochemical complex with about 1000 tons per year was studied for a period of 18 months from September 2003 to April 2005. More than 20 site visits were conducted and the required information was collected. Factors such as industrial solid wastes quality and quantity, sources of generation, production period and the present management practice, were studied. Petrochemical solid wastes were classified based on the recommended method of the United Nations and appropriate policies were suggested for waste minimization. The collected results of this study show production of 185 tons of industrial solid wastes from 45 sources which contained 68.5% catalysts, 10.25% metal barrels, 18.61% aluminum ball, 2.62% plastic barrels and 0.02% paper. 93.3% of these wastes were generated as the result of catalysts change, 3.3% as the result of using chemicals and oils, 1.7% as the result of methanol solution amid application, and 1.1% because of aluminum ball changes. Based on the UNEP methods, the ammonia unit wastes classified as 19/7%hazadrous and 87,12% non hazardous. At present 87.12% of these wastes are being dumped in the area and 12.88% are sold. Proposed procedures for waste minimization contain 68.5% reuse and recycling and 31.5% recycling. Key words: Hazardous waste , industrial waste , minimization , petrochemical waste INTRODUCTION It is proved that waste management is not a technical problem only, but it is also affected by political, socio-cultural, environmental and economical and even religious factors. These factors have complicated internal relations with waste management system (Kum et al., 2005). Development of industrial activities and increasing social awareness, have highlighted the role if environmental aspects. Industrial activities and society awareness, cause environmental aspects change to one of the most important and disputable subject. It is obvious now that increase of wastes, wastes variety and their related dangers, aggravate this need in industries and governments to prevent these wastes as an essential part of sustainable development programs (Vancini, 2002). The main problem in waste minimization of industries is that industry managers do not consider expenses of raw material and waste disposal or estimate this amount less than its real cost. Real costs of wastes consist of waste extinction, material purchase, process and operation, management time and monitoring, loss income and profits (Phillips, 2000). Generally, chemical industries are not inclined for changing chemical products or processes and prefer to be confronted with the final wastes. Waste prevention and recycling together, is an effective method to solve environmental problems. Waste prevention means quality and quantity source reduction of wastes and decreasing of using raw material and energy, and also reuses promotion. In this manner accepting waste minimization by the industry is so important, that creating a proper view about the waste minimization programs in industries can be effective in success of the plan (Garcia et al., 2004). Razi Petrochemical Industry is one of the greatest chemical complexes in Iran, located on shore of the Persian Gulf at Imam Khomeini port. The complex was constructed at 1970 in a100 hectare land. Razi complex, the major producer of ammonia, urea fertilizer, sulfuric acid and phosphorus and the only producer of phosphoric acid and deammonium phosphate fertilizer in Iran, with 17 production units. The Ammonia unit one of Razi petrochemical organization has been operated since 1971 and has production capacity about 1000 tons per year. The Processes of this unit is HABER-BOSCH and they were designed by KELLOGG Company. Optimization of the ammonia unit has been started since 1996 and its modernization ended at 2001. The main feed for ammonia unit is comprised of sweet gas (methane) and nitrogen (air). Methane gas changes to hydrogen, carbon monoxide and carbon dioxide after mixing with vapor and reactions in the first reformer. Reforming reaction is completed by air injection in the second reformer and at the same time the required nitrogen for ammonification enters the cycle directly from air; Carbon monoxide changes to carbon dioxide with the processed gas in the next stage and the mixture is conducted to the carbon dioxide absorption part to be purred. Carbon dioxide is the by-product of ammonification unit, which is sent to the urea unit after separation. Nitrogen and hydrogen mixture, which is named as the synthetic gas, will be used as urea and de-ammonium phosphate fertilizers in the complex and its surplus will be sent for sale in the international markets. MATERIALS AND METHODS This study was designed and conducted in two parts. At the first part, based on literature review and field visits the necessary data about history of petrochemical industry, situation, production process in the studying unit, kinds of raw materials and their amounts used in the unit, control methods for wastes classification, industrial waste minimization methods. The second part of information gathering was related to the ammonia unit. This information consisted of the production process, production sources recognition, sources of waste generation and consideration of waste production period, quality and quantity of wastes and their present management method. During some stages as visiting the specified unit, there were some guidance and definitions accepted from the managers and expert personnel of the unit and also questionnaires were completed by the supervisors and experts. After completing the required information, determination of solid wastes quality and quantity started. For obtaining this objective, solid waste sources were recognized by visiting the site of ammonia unit (1) and they were manipulated on the flow diagrams. Due to generated solid wastes in that unit which were the result of production processes, measuring with special instruments for measurable quantities or quantity determination for non-measurable ones with flow diagrams, were done by experts. Flow diagrams and technical documents were used for recognizing the type of waste in circulation material in each part of the production process by consulting to process engineers. RESULTS In the analysis of industrial solid wastes of ammonia unit (1), 45 sources of solid waste production were determined being the real cause for generation of 105 tons solid waste yearly. As shown in Fig.1 the generated wastes in this unit is consisted of 68.5% catalysts, 10.25% metal barrels, 18.61% aluminum ball, 2.62% plastic barrel and 0.02% paper. As it can be seen, catalysts are the main part of the solid wastes in this unit. Results of the studies which took place on the sources of waste production showed that 93.9% of these wastes were produced as the result of catalyst change, 3.3% as the result of chemicals and oils usage, 1.7% as the result of mono ethanolamine solution and 1.1% as the result of aluminum ball changes (Fig. 2). Based on the above mentioned figures and statistics, and considering the fact that used catalyst used in this unit is imported and contains hazardous metals and elements like molybdenum and cobalt, nickel and chromium, this unit should be the first priority in waste management. As Fig. 3 shows, industrial solid wastes classification according to the UNEP classification indicates that 80.3% of the produced solid wastes in this unit are in the group of hazardous wastes and the rest 19.7% of it are not hazardous. Studying and classifying wastes according to the UNEP method, as shown in Fig. 4, determines that 85.2% of the generated solid wastes in this unit are in group A and 14.8% of them are in group C. As Fig. 5 shows, 85.2% of hazardous wastes are in group A; in fact materials which are categorized by the UNEP classification, such as catalysts and used activated carbon, should be under environmental management before disposal. Present solid waste management in this unit shows that 87.12% of the generated wastes are dumped and 12.88% of them are sold as off specification products without any environmental controlled management. Due to the industrial solid wastes of ammonia unit one, some management procedures were suggested for waste minimization in this unit which are shown in the Fig. 6. DISCUSSION As it is shown in Fig. 6, 68.5% of these wastes are regenerable and reusable and 31.5% are recyclable. Recycle and reuse of wastes are economical and useful selections in waste management. These technical ways can eliminate waste removal costs, decrease raw materials costs and produce extra income by recovered materials. Due to the mentioned subjects, used catalysts and aluminum ball are wastes produced in this unit, which recycle and reuse procedures are applicable to them. Reusing catalysts is of paramount importance because containing valuable metals and also because there are concerns at the time of waste disposal containing toxic and heavy metals for environment and soil. Spent aluminum balls are also among other materials which can be reused and recycled. Aluminum ball or aluminum oxide has several applications and it may be used as catalysts only in few cases. Cost efficiency, stability, chemical neutrality, electrical resistance and high heat resistance, are extensive surface are the considerable characterizations of this material. This material can be used in different industries as tile and washable covers for catalysts exchangers, petrochemical treatment, refractors and transistors. In the ammonia unit, aluminum ball is used as a catalyst resistant in towers. It was shown that there are fire-brick workshops which can reuse aluminum ball as basic material and it can be recycled and reused by recognizing its application. But a more economic method, is melting this material and recycling aluminum out of it; then the purified aluminum can be used in other industries, and in this way there won't be any problem about its disposal. Another waste which is recyclable in modern minimization method for this material recovery is thermo-recycling, which can be done in Arak petrochemical organization. Due to the small amount of activated carbon production in Iran, its recovery is an economic option. In this way, budget and foreign currency loss will be decreased in addition to environmental protection, with a correct programming. Reuse and recycling procedures are also applicable to metal and plastic containers of used chemicals in this unit. As most of these containers have hazardous waste in them, they should be washed and neutralized before any recycle and reuse, and the generated effluent should be conducted to the effluent treatment plant. Finally they can be transported out of the organization to be reused and recycled. If not so, to prevent purchase of such containers, the easiest way is to melt the metal containers contaminated with hazardous wastes. Beside reuse and recycle procedures which are suggested by the waste minimization program, this management insists on the process modification too. It is also possible to replace a hazardous waste with another material that is less or not hazardous. This minimization method has extensive application in most of productive processes which not only reduces generation of hazardous products, but also decreases waste amount in air and effluent. In case of standard outflows, it Is possible to reduce treatment costs.Results of this research showed that waste minimization is more important than other aspects of waste management. Without waste minimization, even if the most efficient treatment systems are available, pollution is not eradicated but changes from one form to another or moves from one place to another. In the process of waste minimization, all of the pollutants which can be established potentially in the environment will be reduced. Furthermore, reduction of waste treatment capital and operational costs, off-site transportation costs, authorization and monitoring costs, and the costs of spillage clean up are the major outcome of waste minimization practice. . In third world countries, several problems may occur in waste minimization management such as lack of supervision and environmental control, absence of regulations regarding hazardous waste, lack of efficient technology, and anxiety of disorder in the process, being pessimistic about new procedures and also objection of organizations and industry managers to any changes. Due to these limitations, there are some procedures for industrial waste minimization in Razi petrochemical organization suggested as:
ACKNOWLEDGEMENTS The authors would like to express their special regards to Razi Petrochemical Company for its cooperation. REFERENCES
© 2005 Tehran University of Medical Sciences Publications The following images related to this document are available:Photo images[se05038f4.jpg] [se05038f6.jpg] [se05038f5.jpg] [se05038f1.jpg] [se05038f3.jpg] [se05038f2.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}