 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
Iranian Journal of Environmental Health Science & Engineering,Vol. 3, No. 1, 2006, pp. 39-44 COMPARING THE EFFICIENCY OF UAFF AND UASB WITH HYBRID REACTOR IN TREATING WOOD FIBER WASTEWATER B. Ayati, *H. Ganjidoust Department of Civil Engineering, Environmental Engineering Division, Tarbiat Modares University,Tehran, Iran
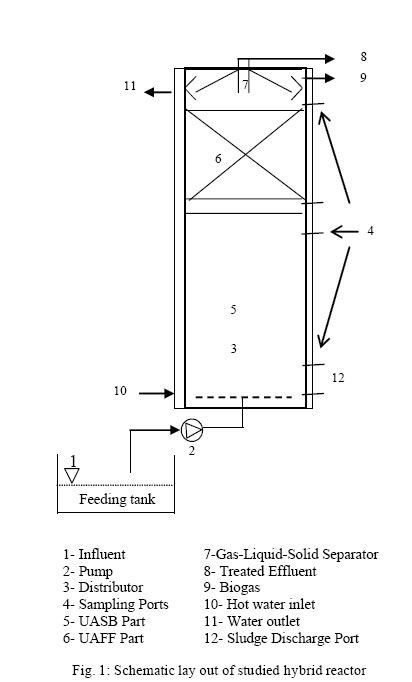
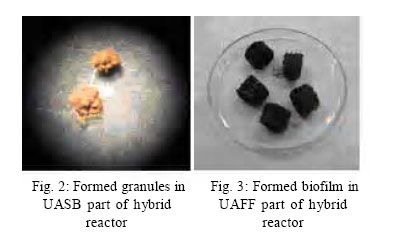
Received 12 July 2005 Code Number: se06007 ABSTRACT There are several kinds of anaerobic systems that are widely used for municipal and industrial wastewater treatment. Upflow Anaerobic Fixed Film (UAFF), Upflow Anaerobic Sludge Blanket (UASB) and hybrid reactor (combination of UASB and UAFF) are the mostly used in treating industrial wastewater. As several operational problems have normally been experienced in both UASB and UAFF systems such as long start-up periods and instability, a hybrid reactor has been conceptualized which addressed these problems but retained the positive aspects of these reactors, such as, high cell concentration, good mixing and tolerance to high loading rates. The wastewater has been obtained from Iran Wood Fiber Company which is located in Hassan Rood city, Gilan Province. After period of starting up the reactors and adaptation, the amount of influent COD was being increased stepwise. After the removal rate was reached to its maximum, the next period for increased load was started as after six months, the reactors could accept about 15 Kg/m3.d with high COD removal rate of about 58.5, 58.9 and 65 percent after 3 days detention time. After 5 and 6 months, maximum growth of granule and biofilm was observed. Diameter of 6 mm and mass to surface and COD removal of 0.25 g/cm2 were the highest measured parameters. The comparison of three studied systems showed that their efficiencies were close to each other. As the effective part of UAFF in hybrid reactor was only one third of the reactor, it acted as a separator of solidliquid-gas phases and UASB had the most effect on treatment. In each UAFF and UASB, all percent removal was resulted by each reactor. It can be concluded that hybrid reactor do have the advantages of both systems with at least half of the height of two reactors. Similar results could be obtained with each UAFF or UASB if higher height can be used. Key words: Anaerobic, COD, height, wood wastewater INTRODUCTION Some industrial wastewaters such as pulp and paper mills and chemicals are highly loaded with organic pollutants and can be treated advantageously by means of anaerobic processes. Anaerobic treatment converts the wastewater organic pollutants into a small amount of sludge and a large amount of biogas. Several operational problems have normally been experienced in both suspended growth and biofilm systems, which are widely used for wastewater treatment. More significant problems are long start-up periods, instability in Upflow Anaerobic Fixed Film (UAFF) and granulation problems in Upflow Anaerobic Sludge Blanket (UASB). A hybrid reactor has been conceptualized which addresses these problemsbut retains the positive aspects of these reactors, such as, high cell concentration, good mixing and tolerance to high loading rates. So, in recent years, studies have focused on hybrid system that is a combination of UASB on bottom and UAFF on top. It retains the advantages of both systems and is also stable and resilient to shock loadings and combines the best features of both suspended bed and fixed film technologies into one unit, with the added benefit of methane production for reuse (Shreekrishnan and Gomes; 2002, Borja et al., 1996). In the lower 30-50 percent of the reactor volume which is the UASB zone, flocculent or granular sludge develops. Most of the organic stabilization occurs in this sludge bed. In the upper 50-70 percent of UAFF section, a cross flow type media is used, which provides an extensive surface area for the fixed film biomass to develop and grow. This media is also effective at intercepting sludge bed solids and raw influent solids, and promoting their flocculation and return to the sludge bed below (ADI Systems Inc.). The process has applications in many industries, including abattoirs, dairies, distilleries, soft beverages, petrochemical plants, pharmaceuticals, textiles, pulp and paper, vegetable and fruit processors, tanneries as well as fish and other food processing units.A hybridreactor was used to treat acidic petrochemical effluent. In an investigation, a wastewater with an organic loading rate of 20 kg COD/m3d and hydraulic retention time (HRT) of 17 hr, 91 and 84 percent of volatile fatty acid (VFA) and chemical oxygen demand (COD) were removed respectively (Augoustinos, et. al., 1989). In a lab-scale hybrid reactor study for treating wash waters derived from the purification of olive oil process, using different influent substrate concentrations (average COD of 1030 mg/L and HRT=4.8 hours) over 75% of COD was removed (Borja et al., 1996). In start up comparison of UASB, hybrid and anaerobic baffled reactor (ABR) in sodium acetate and glucose wastewater treatment (COD= 6000 mg/L and OLR= 0.5 to 15 kg/m3.d), 80-90% of COD were removed in all cases (Hutnan et al., 1999). Many wood and paper companies such as Iran Hardwood and Pulp and Paper industries are located in north part of Iran, which is covered by forest areas. Their effluents are pollutant and usually low in biodegradable organics (BOD) and high in nonbiodegradable organic (COD). They discharge an important fraction of raw material and large amount of chemicals to the receiving waters and destroy the natural aquatic environment. So, it is required to treat those effluents before discharging into the environment. It is important to select a system to grantee the treatment of high concentrated wastewater with the least HRT. Hybrid reactor system may accomplish the objective. Therefore, it was the purpose of this study to investigate the operation and control of hybrid system in wood fiber wastewater treatment in laboratory scale. The specific objective of this research was to drive data of substrates removal rate and reaction order in the batch hybrid reactor so that engineers can use them in design of similar reactors for full-scale plant. Comparing the COD removal rate of USAB and UAFF with hybrid reactor was the main objective of this study. To investigate other operational and control parameters of all systems in treating wood fiber wastewater in laboratory scale and comparing their efficiencies were the specific goals of the study. MATERIALS AND METHODS Wastewater characteristics The wastewater has been obtained from Iran Wood Fiber Company which is located in Hassan Rood city, Gilan Province. COD, BOD5, MLSS/ TS and pH were 10000, 1000, 0.25 mg/L and 4.5, respectively. Stock solution of Fe, Mg, Ca, Zn, Cu, Ni, Al and Co was added to adjust micronutrients of the wastewater in addition to the necessary nutrients including urea, K2HPO4 and KH2PO4 to achieve the C/N/P of 350/5/1 for anaerobic system. Analyzed parameters The parameters of pH and soluble COD were measured, daily. BOD5 was determined in regular time intervals. Mixed liquor suspended solids (MLSS) and mixed liquor volatile suspended solids (MLVSS) were measured on alternative days. VFA and alkalinity were controlled weekly to be in the acceptable range of 300-3000 mg CH3COOH/L and less than 6000 mg/L CaCO3, respectively. Percentage of methane in produced gases was analyzed in each period of study. The ratio of TS to COD of influent wastewater was less than 20%. Hence it didn’t impose any problem of solid accumulation in the system. Microscopic study including biofilm and granule forming investigation were conducted regularly. All tests analysis procedures was done as outline in the Standard Method Handbook (APHA/AWWA/ WEF, 1995). Reactor set-up The two walled lab-scale hybrid reactor applied in this research was made of Plexiglas with an internal width by length of 0.1X 0.1 m and overall volume of 7 L (Fig. 1). There were 5 sampling ports. Five liters of the bottom part was considered as UASB reactor that was separated by a porous screen from UAFF. The first one liter bottom part of UASB was included with high concentrated sludge. The top of the reactor (1.5 L) was filled with polyethylene cylinder packingwith characteristics given in Table 1. Hot water was recycled in external wall and adjusted to an average temperature of 37 oC in the reactor. Sludge adaptation and increase of loading rate After 20 days of starting up the reactor with municipal activated sludge and manure as seed, solution of glucose and wood fiber wastewater with COD of 1000 mg/L in different concentrations was used as feed. In the adaptation step, the amount of influent COD was being increased stepwise (30% each time). After starting up the reactors, the influent COD was periodically increased. Upon the removal rate was reached to its maximum, the next period for increased load was started. It is important to mention that lime was added to control influent pH. Granule and biofilm formation Granule and mass to surface variation in UASB and UAFF parts of the hybrid reactor and separate systems were studied regularly. In the lag phase (the first 50 days) considerable growth of the microorganisms weren’t seen. During the next 100 days, they grew gradually as MLSS reached to 37000 mg/L. After 7 months of the study, granules were observed in UASB part and during 4 months not only MLSS increased to 42500 mg/L but also the amount and diameter of granules were increase. Similar results were obtained in UAFF part whereas after 5 months, the maximum ratio of biofilm mass to surface was observed on the packing. Examples of observed granules and biofilm are given in Figs. 2 and 3. Granule and biofilm structure were studied by Scanning Electron Microscopy (SEM). Different gram positive and negative bacillus and cocci were observed. It is important to mention that percent of produced methane were 48, 52 and 55 in UAFF, UASB and hybrid reactor, respectively. RESULTS As mentioned before, the amount of influent COD was being increased stepwise (30% each time) after starting up the reactors and adaptation period. Upon the removal rate has reached to its maximum level, the next period of increase in load has started. After six months (biofilm formation in UAFFs and granule formation in the UASBs), the reactors could accept up to 15 Kg/m3.d with high COD removable rate from 58 to 65 percent after 3 days of reaction time. Maximum growth of granule and biofilm was observed after 5 and 6 months, respectively. Diameter of 6 mm and mass to surface and COD removal of 0.25 g/cm2 were the highest measured parameters. Comparison among the three studied systems has shown that the efficiency of them was close to each other (Table 3). Table 3: Maximum efficiency in studied reactors
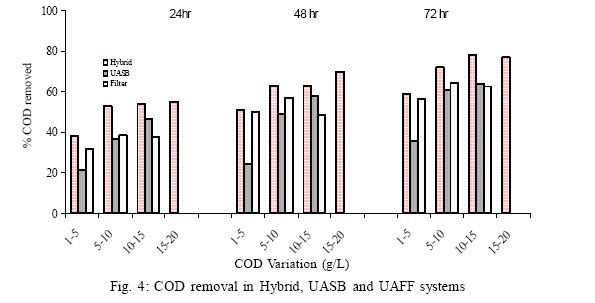
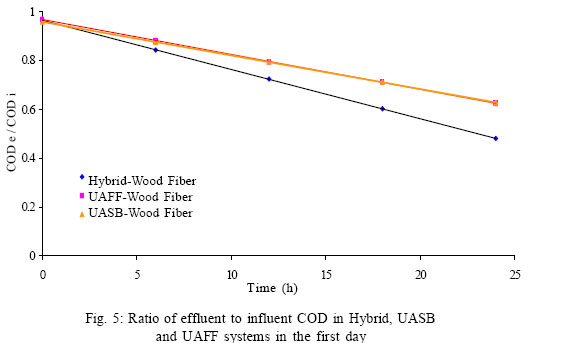
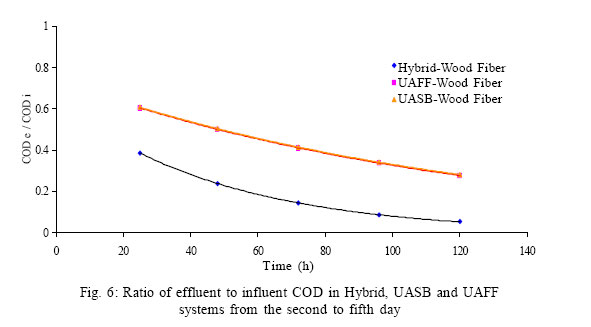
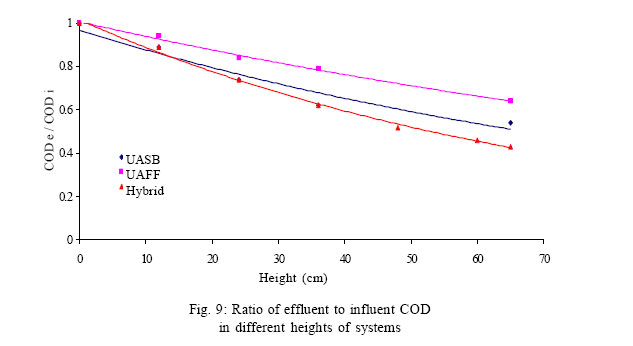
As the effective part of UAFF in hybrid reactor was only one third of the reactor, it acted as a of solid liquid gas phases separator. In each separate UAFF and UASB system, the overall percent removal was less than the hybrid reactor. It can be concluded that hybrid reactor do have the advantages of both system with at least half of the height of two reactors. Similar results could be obtained with each UAFF or UASB if higher height can be used. These results are given in Figs. 4, 5, and 6.
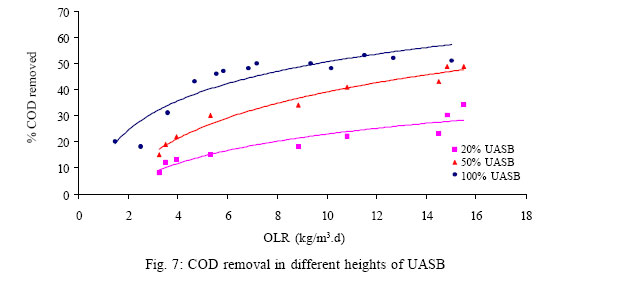
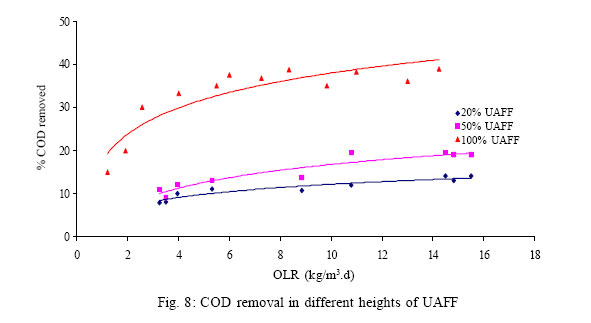
COD removal in three different heights for UASB removed in UASB and UAFF in the first day, and UAFF are given in Figs. 7 and 8. It can be respectively. Effluent to influent COD in different seen that the removal rate increases through height heights of all reactors is shown in Fig. 9. It can be increase. 50 and 40 percent of COD were seen that hybrid system has the best efficiency. DISCUSSION Different studies using UASB and UAFF in treating wastewater from pulp and paper industries have shown similar results. Depending on the wastewater characterization, and the hydraulic retention time of USAB reactors, the COD removal rate was obtained from 55% (Ozturki and Asturk; 1992) to 71 percent (Lepisto and Rintala; 1994). 55 to 70 percent of COD removal was reported for the studies using UAFF reactors (Broch-Due, et al., 1994). Not much work has been reported using hybrid reactors with wastewater from wood or pulp and paper industries. But in other studies using different wastewater such as high strength wastewaters like distillery spent wash; hybrid reactor was more effective that resulted in 80% COD removal efficiency (Shivayogimath and Ramanujam; 1999). Therefore, it can be concluded that hybrid reactor is a proper system to grantee the treatment of high concentrated and hard biodegradable wastewater with the least HRT like wood fiber wastewater. In addition, hybrid reactor is preferable to individual UASB and or UAFF. REFERENCES
© 2006 Tehran University of Medical Sciences Publications The following images related to this document are available:Photo images[se06007f8.jpg] [se06007t3.jpg] [se06007f4.jpg] [se06007t1.jpg] [se06007f9.jpg] [se06007f5.jpg] [se06007f1.jpg] [se06007f2.jpg] [se06007f6.jpg] [se06007f7.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}