 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
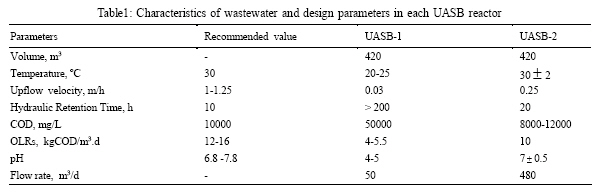
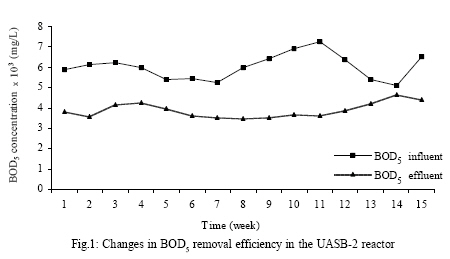
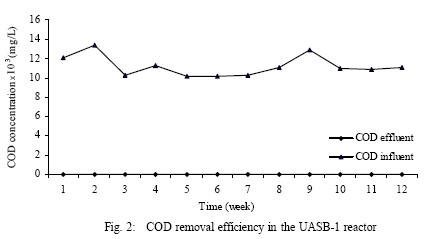
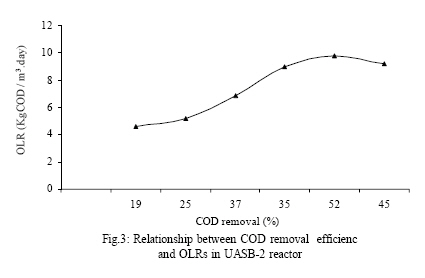
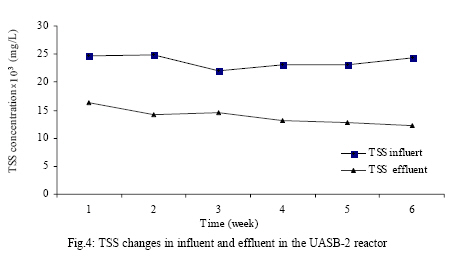
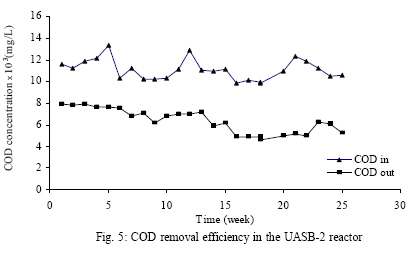
Iranian Journal of Environmental Health Science & Engineering,Vol. 3, No. 2, 2006, pp. 79-84 PERFORMANCE EVALUATION OF FULL SCALE UASB REACTOR IN TREATING STILLAGE WASTEWATER ¹A. Mirsepasi , ¹H. R. Honary , ¹A. R. Mesdaghinia, ¹A. H. Mahvi , 2H. Vahid , *1H. Karyab ¹Department of Environmental Health Engineering, School of Public Health and Center for Environmental Research, Medical Sciences/University of Tehran, Tehran, Iran Received 9 January 2006; revised 15 February 2006; accepted 12 March 2006 Code Number: se06012 ABSTRACTUpflow anaerobic sludge blanket (UASB) reactors have been widely used for treatment of industrial wastewater. In this study two full-scale UASB reactors were investigated. Volume of each reactor was 420 m3. Conventional parameters such as pH, temperature and efficiency of COD, BOD, TOC removal in each reactor were investigated. Also several initial parameters in designing and operating of UASB reactors, such as upflow velocity, organic loading rate (OLR) and hydraulic retention time were investigated. After modifying in operation conditions in UASB-2 reactor, average COD removal efficiency at OLR of 10–11 kg COD / m3 day was 55 percent. In order to prevent solids from settling, upflow velocity was increased to 0.35 m/h. Also to prevent solids from settling, the hydraulic retention time of wastewater in UASB-2 reactor was increased from 200 to 20 hours. This was expected that with good operation of UASB-2 reactor and with expanding of granules in the bed of the reactor, COD removal efficiency will be increased to more than 80 percent. But, because of deficiency on granulation and operation in UASB-2 reactor, this was not achieved. COD removal efficiency in the UASB-1 reactor was little. To enhance COD efficiency of UASB-1 reactor, several parameters were needed to be changed. These changes included enhancing of OLRs and upflow velocity, decreasing hydraulic retention time and operating with new sludge. Key words: UASB reactor, stillage, wastewater treatment plants INTRODUCTIONStillage, also termed as distillery wastewater, is the aqueous by-product from the distillation of ethanol following fermentation of carbohydrates. The pollution potential of stillage can exceed of 100 g/L as chemical oxygen demand (Wilkie et al.,2000). Upto 20 liters of stillage may be generated for each liter of ethanol produced (Haandel and Catunda, 1998). A medium-sized ethanol facility producing 1,000,000 L ethanol/yr generates stillage with a pollution level equivalent to the sewage of a city with a population of 500,000 (Lele et al., 1989). One of the methods that are used for treating ethanol distillery wastewater, is the application of upflow anaerobic sludge blanket(UASB)reactor. The same studies have been done by Alper et al. ,(2006). Results have shown that efficiency can enhance to 90 percent to eliminate initial pollutants from wastewater. UASB reactors belong to the group of high–rate anaerobic reactors with a sludge bed. Granular biomass with high methanogenic activity and excellent settling properties can be cultivated in these reactors (Buzzini et al., 2006). Startup and granulation are very important parts in operation of UASB reactor. In a study by Soto et al., (1997) was reported the influence of temperature on the granulation process during the startup of UAS reactor. Digesters treat a dilute synthetic wastewater at mesophilic (30Úc) and psychrophilic (20Úc) temperature. Results were shown that the granulation process is followed by a similar pattern and both temperature and complete granulation are achieved between 1 and 2 months after the start up (Ligero et al., 2002). The UASB reactor consists of a sludge bed in the lower part and a three phase separator (gas–liquid–solid ) in the upper part of the reactor. These reactors are designed to pretreating soluble non-complex wastewater and complex partially soluble wastewater. Some adequate post-treatment have to be applied for entire removing of pollutants from the effluent (Metcalf and Eddy, 2003). Anaerobic wastewater treatment using the UASB reactor can be considered as a progressive technology. The system has found a successful application for a wide variety of industrial wastewaters. This process is attractive for its effective cost saving and ability tohandling high organic loadings (Chow and Zhenxiang, 1997). The UASB reactor has four major components: 1)sludge bed, 2)sludge blanket, 3)gas–solids separator(GSS)and 4)settlement compartment (Metcalf and Eddy, 2003; Lettinga and Hulshoff, 1997). The sludge bed is a layer of biomass settled at the bottom of the reactor. The sludge blanket is a suspension of sludge particles mixed with gases produced in the process. Many factors have been found to affect the efficiency of UASB reactors such as: temperature, wastewater composition, mixing, pH, organic loading rate and toxicity (Lettinga and Hulshoff, 1997). This study has investigated the characterization of wastewater, facilities of treatment and modifying offacilities inBIDESTAN factory, located near Qazvin city (Iran), with alcohol as the main product. MATERIALS AND METHODSThis study was done during ten months. In order to start the examinations, a literature review was made through searching in books, journals and different papers. During the operation of two UASB reactors, Chemical Oxygen Demand (COD), BOD5 and TSS removal efficiency of each reactor were monitored. Examinations were done on the influent and effluent wastewater of each reactor. These examinations were conducted in Bidestan wastewater plant laboratory. The number of 360 sample were examined. Temperature and pH control were determined for each sample. Total sampling was composite. Total examinations were based on Standard Methods for the Examination of Water and Wastewater (APHS, 1998). The effluent stream from the process was highly polluted with a COD of 40,000 to 50,000 mg/L and a low pH of 4-5. To pretreat this effluent, two upflow anaerobic sludge blanket reactors were installed. The volume of each reactor was 420 m3. The flow pattern of wastewater treatment plant was different in each reactor. Wastewater was directly entered to the UASB-1 reactor. Then effluent was discharged into the sewage. In the UASB-2, influent was entered into an equalization tank. In this unit wastewater was diluted and then the effluent was discharged into a conditioning tank where pH and temperature were regulated. Then the effluent was pumped in the bottom of the UASB reactor, where the effluent was percolated through the granular sludge bed. The overflow from the UASB reactor was collected and was disposed to the industrial wastewater treatment plant for further treatment. The Influent COD to UASB-1 was 40,000 to 50,000 mg/L. But in UASB-2, wastewater was diluted and COD was decreased to 8,000 to 12,000 mg/L. RESULTSCharacteristics of wastewater in this study are shown in Table 1. Sulfate value in influent wastewater was between 2000-2500 mg/L.Rate of COD/SO4-2 in influent wastewater was 20-25. This value was higher than desirable rate of COD/SO4-2 (1.5–2.7), (Chow and Zhenxiang, 1997). Of course methanol conversion to methane in upflow sludge bed reactors are very stable in the presence of sulfate (Weijma et al., 2003). Plots of changes in COD, BOD5 and TSS removal efficiency and OLRs of the UASB–1 and UASB–2 reactors are shown in Figs. 1, 2, 3, 4, and 5. Changes in COD in influent and effluent wastewater in UASB-1 reactor are shown in Fig. 2. Figs. 1, 4 and 5 present BOD5, TSS and COD removal efficiency in UASB-2 reactor, respectively. As can be seen from Figs. 1 and 4, efficiency of BOD5 and TSS removal was 4060 percent. Rates of TSS and BOD5 removal efficiencies at the time of this study were steady. The operating temperature and pH were regulated between 28-32°C and 7 ±0.5, respectively DISCUSSION Comparing the COD removal efficiency in UASB–2 and UASB-1 reactors, during 3 month, have indicated that the COD removal efficiency of UASB-2 reactor was significantly higher than that was obtained by UASB-1 reactor. In order to compare the performance of the UASB-2, before and after modifications, the ORLs was increased from 4 to 10 kg COD/m3/d. According to the same studies, this value can be increased to 12-16 kg COD/m3/d (Alper et al., 2006; Wolmarans and Gideon, 2002). The result obtained from UASB–2 showed that the increase of OLRs, can increase the COD removal efficiency. Results of changing in OLRs are shown in Fig. 3. Control of OLRs and upflow velocity is very important in efficiency of UASB reactor. In a study reported by Torkian et al., (2004) in upflow velocity of 0.9-1 m/h and organic loading rates of 14-25 Kg COD/m3/d, the COD removal efficiency was achieved up to 85 percent (Torkian et al., 2004). But because of the lowness of these factors in this study, the COD removal efficiency was not achieved upper than 55 percent. Also, in the same study by Syutsubo et al., (1997) and Wolmaras et al., (2002) were shown that the COD removal efficiency of UASB reactor can reach higher than 85 percent (Weijma et al., 2003; Syutsubo et al., 1997). Unfortunately in this wastewater plant, the operation of wastewater treatment plant was undesirable and situation of operating had been continually changed. Wastewater entered to UASB-1 reactor was without control, so its efficiency was like a septic tank. It is recommended that influent to this reactor to be diluted with a weaker wastewater and pH and temperature to be controlled. In the UASB-2 reactor, quality of operating was better than UASB-1 reactor, but it was not sufficient. It is recommended that alkalinity and volatile fatty acids(VFA)controls should be regulated in each reactor. Also it is recommended that OLRs in the UASB-1 reactor to be increased to 12-16 kg COD/m3/d and up flow velocity in two reactors are increased to 1-1.25 m/h, for prevention of solids settling.Also attention to composition and activity of the microbial population inside the UASB reactors are recommended. Any sudden changes in environmental conditions and wastewater characteristics must be prevented; because these changes will impose stress for microbial species in the sludge bed (Batti et al., 1997). ACKNOWLEDGEMENTSThis research was funded by the Institute of Public Health Research of Tehran University of Medical Sciences, Tehran, Iran. REFERENCES
© 2006 Tehran University of Medical Sciences Publications The following images related to this document are available:Photo images[se06012f1.jpg] [se06012f3.jpg] [se06012f2.jpg] [se06012t1.jpg] [se06012f5.jpg] [se06012f4.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}