 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
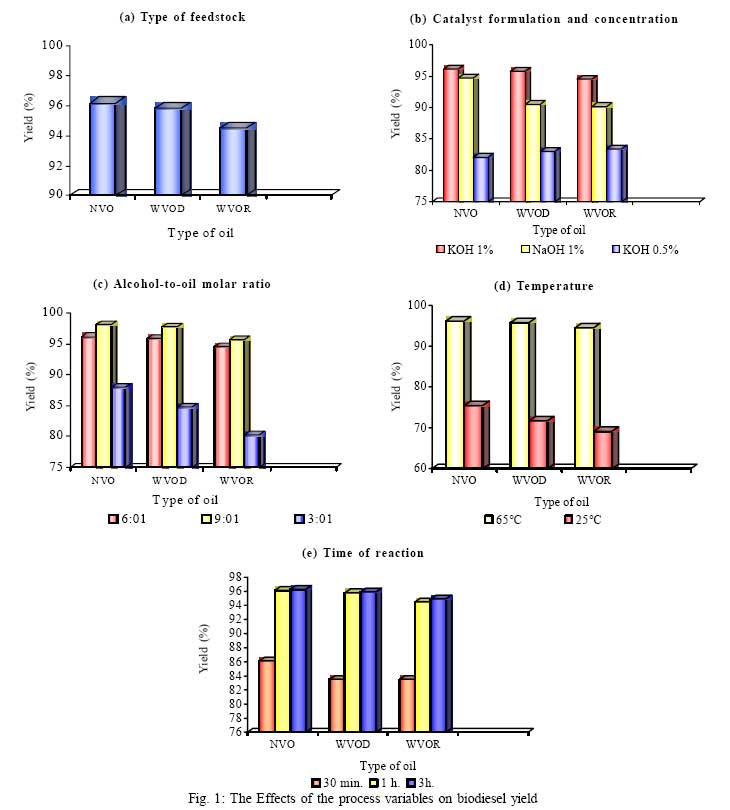
International Journal of Enviornmental Science and Technology, Vol. 5, No. 1, Winter 2008, pp.75-82 Production optimization and quality assessment of biodiesel from waste vegetable oil 1*A. A. Refaat; 2N. K. Attia; 1H. A. Sibak; 1S. T. El Sheltawy, 2G. I. ElDiwani 1Department of Chemical Engineering, Faculty of Engineering, Cairo University, Egypt Received 6 November 2007; revised 26 November 2007; accepted 3 December 2007; available online 26 December 2007 Code Number: st08009 ABSTRACT: Biodiesel production is worthy of continued study and optimization of production procedures because of its environmentally beneficial attributes and its renewable nature. In Egypt, millions L. of oil used for frying foods are discarded each year into sewage systems. Thus, it adds to the cost of treating effluent or pollutes waterways. This study is intended to consider aspects related to the feasibility of the production of biodiesel from waste/recycled oils in an attempt to help reduce the cost of biodiesel and reduce waste and pollution coming from waste oils. The variables affecting the yield and characteristics of the biodiesel produced from used frying oil were studied, the achieved results were analyzed and a set of recommendations was proposed. From the obtained results, the best yield percentage was obtained using a methanol/oil molar ratio of 6:1, potassium hydroxide as catalyst (1%) and 65 °C temperature for one hour. The yield percentage obtained from waste vegetable oil was comparable to that obtained from neat vegetable oil which reached 96.15% under optimum conditions. From the results it was clear that the produced biodiesel fuel, whether from neat vegetable oil or waste vegetable oil, was within the recommended standards of biodiesel fuel. Key words: Biodiesel, waste vegetable oil, transesterification, optimization INTRODUCTION Energy use is the most fundamental requirement for human existence. Consumption of fossil fuels has increased to a greater extent and the use of these energy resources is seen as having major environmental impact. Energy diversification is seen as an insurance policy against geopolitical risks and government insecurity about fossil fuel costs and fuel safety. Biodiesel production is worthy of continued study and optimization of production procedures because of its environmentallybeneficial attributes and itsrenewable nature. A major hurdle towards widespread commercialization is the high price of biodiesel. One of the means to address the higher priced hurdle is to research and develop methods to reduce the cost of biodiesel. A reduced cost option is to produce biodiesel from waste fats and oils. Another option for cost reduction is to reduce the cost of processing through optimizing the process variables that affect the yield and purity of biodiesel. The annual consumption of vegetable oil in Egypt exceeds million MT/ year (1,248,000 MT in 2005 according to the official statistics of the Ministry of Internal trade in Egypt and the USDA). Egyptians eat fava beans as a source of protein in their diet and fried falafel (green fava bean paste) is the most popular food in Egypt served at houses and fast-food popular restaurants. As in case of French fries, fried falafel requires frying in vegetable oil. In addition, the Egyptian dietarypattern and habits make use of potatoes and fish. Consequently, millions of liters of oil used for frying foods are discarded each year into sewage systems. Thus, it adds to the cost of treating effluent or pollutes waterways. From a wastemanagement standpoint, producing biodiesel from used cooking oil is environmentally beneficial, since it provides a cleaner way for disposing these products in comparison with what is typical. This study is intended to consider aspects related to the feasibility of the production of biodiesel from waste/recycled oils in an attempt to help reduce the cost of biodiesel and reduce waste and pollution from waste oils. The variables affecting the yield and characteristics of the biodiesel made from used frying oil were studied. The achieved results were analyzed and a set of recommendations was proposed. Biodiesel refers to a diesel-equivalent, processed fuel which is derived from biological sources. It is defined by the World Customs Organization (WCO) as “a mixture of mono-alkyl esters of long-chain (C16-18) fatty acids derived from vegetable oil or animal fat, which is a domestic renewable fuel for diesel engines and which meets the specifications of ASTM D6751”. Despite being energetically favorable, direct use of straight vegetable oils in fuel engines is problematic. Due to the high viscosity (about 11 to 17 times higher than diesel fuel) and low volatility, they do not burn completely and form deposits in the fuel injector of diesel engines. Furthermore, acrolein (a highly toxic substance) is formed through thermal decomposition of glycerol (Schuchardt, et al., 1998). Several production methodologies have been reported. These include blending of oils, microemulsion, pyrolsis and transesterification (Ma and Hanna, 1999). Transesterification is the general term used to describe the important class of organic reactions where an ester is transformed into another by interchange of the alkoxy moiety (Freedman, et al., 1986). Transesterification involves stripping the glycerine from the fatty acids with a catalyst such as sodium or potassium hydroxide and replacing it with an anhydrous alcohol, that is, usually methanol. The resulting raw product is then centrifuged and washed with water to cleanse it of impurities. This yields methyl or ethyl ester (biodiesel) as well as a smaller amount of glycerol, a valuable byproduct used in making soaps, cosmetics and numerous other products. The three basic methods of ester production from oil/fat are the base-catalyzed transesterification, the acid-catalyzed esterification and enzymatic catalysis. The most commonly used method among these is the base-catalyzed transesterification technique as it is the most economical process (Singh, et al., 2006). The transesterification reaction is an equilibrium and the transformation occurs essentially by mixing the reactants. However, the presence of a catalyst considerably accelerates the adjustment of the equilibrium (Ma and Hanna, 1999). The stoichiometric reaction requires 1 mol of a triglyceride and 3 mol of the alcohol. However, an excess of the alcohol is used to increase the yields of the alkyl esters and to allow its phase separation from the glycerol to be formed (Schuchardt, et al., 1998). Through optimizing the process variables that affect the yield and purity of biodiesel, optimal transesterification conditions that produce maximum biodiesel yield could be obtained. The extent of transesterification and side reactions depends upon the type of feedstock, catalyst formulation, catalyst concentration, alcohol-to-oil ratio and reaction temperature. Free fatty acid and moisture content in the reactant mixture also play important roles in biodiesel production. The source for biodiesel production is chosen according to the availability in each region or country. Any fatty acid source may be used to prepare biodiesel, but in the scientific articles reviewed, transesterification reactions have been studied for many vegetable oils such as soybean (de Oliveira, 2005), rapeseed (Jeong and Park, 1996), sunflower (Vicente, et al., 2004), safflower (Meka, et al., 2007), canola (Singh, et al.,2006), palm (Darnoko and Cheryman, 2000; Cheng, et al., 2004) and fish oil (El Mashad, et al., 2006). Since the prices of edible vegetable oils, e.g. soybean oil, are higher than that of diesel fuel, waste vegetable oils (Encinar, et al., 2005; Felizardo, et al., 2006; Dorado, et al., 2002; Cetinkaya and Karaosmanolu, 2004) and non-edible crude vegetable oils as Jatropha, Pongamia pinnata (Karmee and Chadha, 2005) and tigernut oil (Ugheoke, et al., 2007) have been intensively investigated as potential low priced biodiesel sources. Biodiesel made from these feedstocks was predicted to be more economical than the biodiesel produced from refined vegetable oil. Meanwhile, it has proved to perform similarly (Pinto, et al., 2005). The free fatty acid and moisture content are key parameters for determining the viability of the vegetable oil transesterification process. To complete the alkali-catalyzed reaction, a free fatty acid (FFA) value lower than 3% is needed (Dorado, et al., 2002). Used oil will have a higher percentage of free fatty acids (FFA) produced from hydrolysis of triglycerides at high temperatures during the frying process. Before starting the transesterification process, these free fatty acids must be removed with a base or preprocessed with acid esterification to esters (Van Gerpen, 2005). The oils used in transesterification should be substantially anhydrous (0.06% w/w). The presence of water gives rise to hydrolysis of some of the produced ester, with consequent soap formation. Soap formation reduces catalyst efficiency, causes an increase in viscosity, leads to gel formation and makes the separation of glycerol difficult (Guo and Leung, 2003). Methanol was dominating in most of the literature reviewed. Methyl, rather than ethyl, ester production was modeled because methyl esters are the predominant commercial products, methanol is considerably cheaper than ethanol and the dowstream recovery of unreacted alcohol is much easier (Zhou and Boocock, 2003). Ethanol maintains its capability of being renewable as an advantage. It can be produced from agricultural renewable resources, thereby attaining total independence from petroleum-based alcohols (Saifuddin and Chua, 2004; Encinar, et al., 2007). Most of the world’s methanol is being produced using natural gas as a feedstock. However, the ability to produce methanol from renewable biomass resources is growing in interest. Among the most commonly used alkaline catalysts in the biodiesel industry are potassium hydroxide (KOH) and sodium hydroxide (NaOH) flakes which are inexpensive and easy to handle in transportation and storage. They are preferred by small producers. Alkyl oxide solutions of sodium methoxide or potassium methoxide in methanol, which are now commercially available, are the preferred catalysts for large continuous-flow production processes (Singh, et al., 2006). Biodiesel with the best properties was obtained using potassium hydroxide as catalyst in many studies (Encinar, et al., 2005; Jeong and Park, 1996; Karmee, 2005; Dorado, et al., 2004; Dorado, et al., 2002; Darnoko and Cheryman, 2000; Ugheoke, et al., 2007; El-Mashad, et al., 2006). Besides, many other studies achieved best results using NaOH (Felizardo, et al., 2006; Vicente, et al., 2004; Cheng, et al., 2004; de Oliveira, 2005). Methanolysis with 1% wt. of either sodium hydroxide or potassium hydroxide catalyst resulted in successful conversion giving the best yields and viscosities of the esters in most of the literature reviewed. It was observed that the product volume steadily increased from 0.5% w/v concentration of the catalyst until it reaches its peak at 0.9% wt/v of catalyst concentration. Thereafter, a decrease was witnessed. Catalyst concentration levels greater than 1 may have favoured the backward reaction (Ugheoke, et al., 2007). One of the most important variables affecting the yield of ester is the molar ratio of alcohol to triglyceride. The stoichiometric ratio for transesterification requires three moles of alcohol and one mole of triglyceride to yield three moles of fatty acid alkyl esters and one mole of glycerol.However, transesterification is an equilibrium reaction in which a large excess of alcohol is required to drive the reaction to the right. For maximum conversion to the ester, a molar ratio of 6:1 was mostly used (Vicente, et al., 2004; Encinar, et al., 2005; Darnoko and Cheryman, 2000; Meka, et al., 2007; Ugheoke, et al., 2007). In other studies, the optimum ratio was 10:1 (Jeong and Park, 1996; Cheng, et al., 2004; Karmee, 2005). Temperature had no detectable effect on the ultimate conversion to ester. However, higher temperatures decrease the time required to reach maximum conversion (Pinto, et al., 2005). Since this reaction can only occur in the interfacial region between the liquids and also due to the fact that fats and alcohols arenot totally miscible, transesterification is a relatively slow process. As a result, a vigorous mixing is required to increase the area of contact between the two immiscible phases (Singh and Fernando, 2006). The determination of biodiesel fuel quality is an issue of great importance to the successful commercialization of this fuel. Compromise is necessary when selecting methods for analyzing biodiesel or monitoring the transesterification reaction (Knothe, 2001). MATERIALS AND METHODS This research was carried out in Cairo University in Egypt during the year 2007. For the purpose of this study, WVO from two different sources was investigated and neat sunflower oil was used as a reference. The experiments have been run in triplicate; each set of operation conditions was conducted three times, once with neat sunflower oil used as a standard and twice with WVOs obtained from two different sources: one collected from a house and the other from a fast-food popular restaurant. The used frying oil collected from the house domestic waste vegetable oil (WVOD) was sunflower oil used for 2-3 times at a cooking temperature of 120-130 °C. The used frying oil collected from a popular fast-food restaurant waste vegetable oil (WVOR) included corn, sunflower and canola feedstock. Information gathered from the participating restaurant showed that the cooking temperature of the oils varied from 150-200 °C. The oils were kept at these temperatures from ten to twenty hours per day and were replaced two or three times per week. For this research, commercially-available, virgin sunflower oil was chosen as the triglyceride feedstock neat vegetable oil (NVO) to react with methanol in the presence of potassium hydroxide catalyst. Sunflower oil is the non-volatile oil extracted from sunflower plant (Helianthus annus) which contains predominantly linoleic acid (polyunsaturates) in triglyceride form. In this study, methanol was the alcohol of choice: Methanol (Analytical) El-Nasr Pharmaceutical Chemicals Co. (ADWIC) Mwt. 32.04 Assay 99.8%.Both KOH and NaOH were used in this study: NaOH pellets purified SISCO Research Laboratories PVT Ltd – India KOH pellets purified Thann-Fransu. The method applied in this study is the alkali-catalyzed transesterification. The transesterification process was studied at two catalyst loadings (0.5% and 1.0% KOH wt./wt.), two reaction temperatures (25 and 65 °C) and three alcohol-to-oil molar ratios (3:1, 6:1 and 9:1). Basically, methanol was the alcohol of choice and KOH was used as the catalyst. The production methodology followed was obtained by researching current methods of small-scale production. Potassium or sodium methoxide solution was prepared freshly by mixing a predetermined amount of methanol (20% by weight of oil) with KOH or NAOH (1.0% by weight of oil) in a container. The reaction was carried out for 1-3 h. under reflux at 60-70 ºC. Stirring was started with the reaction at the moment of adding potassium or sodium methoxide solution. After the predetermined reaction time, the mixture was carefully transferred to a separating funnel and allowed to stand there overnight. The lower layer (glycerol, methanol and most of the catalysts) was drained out. The upper layer (methyl esters, some methanol and traces of the catalyst) was then cleaned thoroughlyby washing with warm (50 ºC) de-ionized water. The methyl ester was then dried with anhydrous Na2SO4. Determination of the composition C16:0, C16:1, C18:0, C18:1, C18:2 and C18:3 of the used three oils was done by gas chromatograph using fused silica capillary column 60 m x 0.32 mm (ID) at the split ratio 1:5. The oven temperature was planned to remain at 150 ºC for 1 min., then heated at 30 ºC/min. up to 240 ºC. Helium was used as the carrier gas with a flow rate 1 mL/min.and alsoas an auxiliarygasfor FID.One µm of each diluted sample with analytical grade dichloromethane from BDH (England) was injected. RESULTS AND DISCUSSION To achieve maximum yield of biodiesel using the waste feedstock, the optimum conditions were studied and compared with those produced from a neat vegetable oil. The results of product yield of all experimental runs are summarized in Table 1. Best results were achieved with the neat vegetable oil followed by the domestic waste vegetable oil and the least results were achieved from the restaurant vegetable oil. Table 1: Summary of experimental results
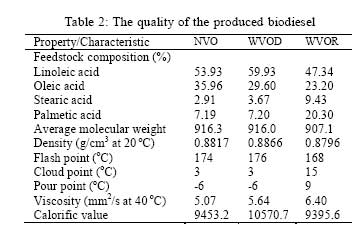
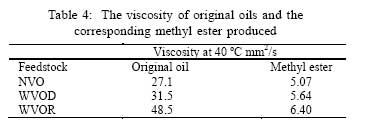
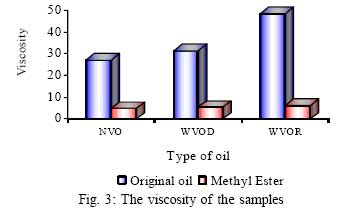
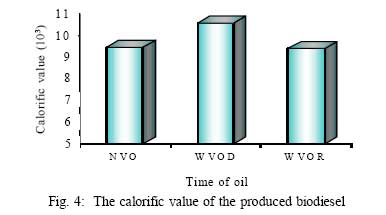
Higher yields were reported with KOH with all types of feedstock. This was evident by comparing the results obtained from both formulations under the same conditions, i.e. the results obtained from exp. 1 were compared with that of exp. 6 for NVO (96.15 yield % for KOH and 94.73 yield % for NaOH). Similarly, the results for WVOD were 95.79% for KOH, 90.49% for NaOH and WVOR, 94.51% for KOH and 90.14% for NaOH. The yield percentage was affected drastically by lowering the catalyst concentration under the same conditions (from 96.15 to 82.07 for NVO). Increasing the alcohol-to-oil ratio from 3:1 to 6:1 increased the yield percentage (from 88.04 to 96.15 for NVO). However, increasing the ratio to 9:1 has had a negligible effect. The effect of temperature on the transesterification for the three types of food was studied. The optimum temperature was 65 °C. At lower temperatures of 25 °C, the process was incomplete. Most of the transesterification process was completed in the first 30 min. (86.15 yield % for NVO); this was completed to 96.15 after 1 h. By increasing the reaction time to 3 h., no noticeable increase in the yield was detected (from 96.15 to 96.30%). From the obtained results, the best yield percentage was obtained using a methanol/oil molar ratio of 6:1, potassium hydroxide as catalyst (1%) and 65°C temperature for one hour. This is depicted in Fig. 1. Laboratory tests were conducted to establish the properties and characteristics of biodiesel produced from neat vegetable oil and that produced from used cooking oil. Table 2 summarizes the obtained results for the quality of the biodiesel produced. Table 2 and Fig. 2 show the fatty acid profiles of oils used in this study (%wt.) that is obtained by gas chromatography (GC) using GC apparatus Perkin Elmer Sigma 2b. Table 3 above shows the main characteristics of the methyl esters made from the fatty acids listed in Table 2. When the unsaturated acids are hydrogenated, the melting temperature of the acid (or the oil of which the acid is a part) raises. This is an important consideration as far as using waste vegetable oils as feedstock for producing biodiesel. The more heavilyused the oil is, the more hydrogenated it becomes, resulting in higher melting points for the molecules. The viscosity difference forms the basis of an analytical method, i.e. viscometry, applied to determine the conversion of vegetable oil to methyl ester. The viscosity difference between the componential triacylglycerols of vegetable oils and their corresponding methyl esters resulting from transesterification is approximately one digit (Knothe, 2001). Kinematic viscosity has been included in biodiesel standards (1.9-6.0 mm2/s in ASTM D6751 and 3.5-5.0 mm2/s in EN 14214)(Knothe,2005). The viscosity of the original oil and the produced biodiesel was calculated using Brookfield viscometer model DV-II. The results obtained are tabulated in Table 4. The figures mentioned for methyl esters are those obtained at optimum conditions(Exp 1 for NVO- Exp 9 forWVOD - Exp 17 for WVOR). The obtained results denote satisfactory completion of the transesterification process. These results are depicted in Fig. 3. The Calorific value of the boidiesel obtained from different oils used in this study is listed in Table 2 and are represented in Fig. 4. The results showed that the calorific value of the obtained biodiesel is comparable to the results from the literature. Table 3: The properties of methyl esters from vegetable oils
As a developing economy, Egypt faces the dual challenge of pursuing economic growth and environmental protection. In order to promote economic development and environmental protection, it is imperative for the country to consider new paradigms for energy production and consumption, thus incorporating the exploitation of its renewable energy resources. Regarding all these benefits to the economy and environment, the government is recommended to:
REFERENCES
AUTHOR (S) BIOSKETCHES Refaat, A. A., Teaching assistant, Department of Chemical Engineering, Faculty of Engineering, Cairo University, Egypt. Email: aarefaat@hotmail.com Attia, N. K., Associate professor, Chemical Engineering and Pilot Plant Department, National Research Center, Dokki, Egypt. Email: nahed_attia@yahoo.com Sibak, H. A., Professor of inorganic technology and physical chemistry, Faculty of Engineering, Cairo University and Vice Director of Center for Environmental Research and Studies (CERS), Cairo University. Email: hanemsibak@hotmail.com El Sheltawy, S.T., Professor of chemical technology and environmental engineering, Faculty of Engineering, Cairo University and Director of Center for Environmental Research and Studies (CERS), Cairo University, Egypt. Email: chakinaz@hotmail.com ElDiwani, G. I., Research professor, Head of Chemical Engineering and Pilot Plant Department and Head of Engineering Development and Consultancy Unit, National Research Center, Dokki, Egypt. Email: guzineeldiwani@yahoo.com This article should be referenced as follows: Refaat, A. A.; Attia, N. K.; Sibak, H. A.; El Sheltawy, S.T.; ElDiwani, G. I., (2008). Production optimization and quality assessment of biodiesel from waste vegetable oil. Int. J. Environ. Sci. Tech., 5 (1), 75-82. © IRSEN, CEERS, IAU The following images related to this document are available:Photo images[st08009f1.jpg] [st08009t3.jpg] [st08009t1.jpg] [st08009f3.jpg] [st08009t2.jpg] [st08009t4.jpg] [st08009f4.jpg] [st08009f2.jpg] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}