 |
| About Bioline | All Journals | Testimonials | Membership | News |
|
||||||
|
||||||
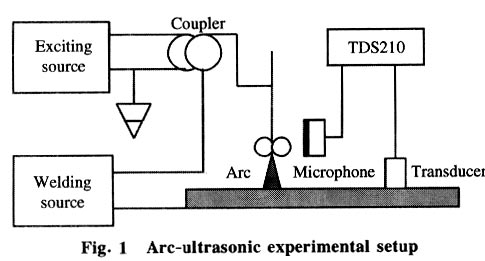
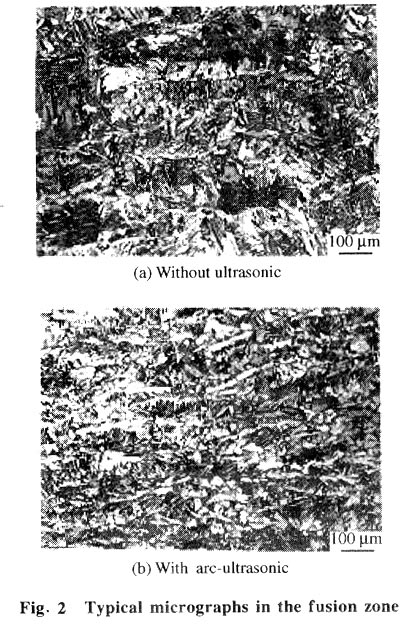
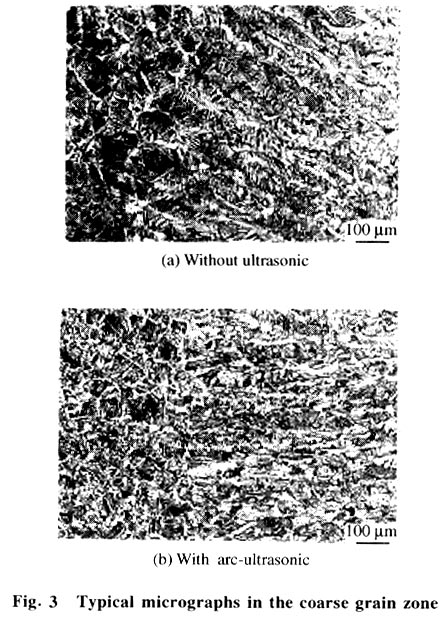
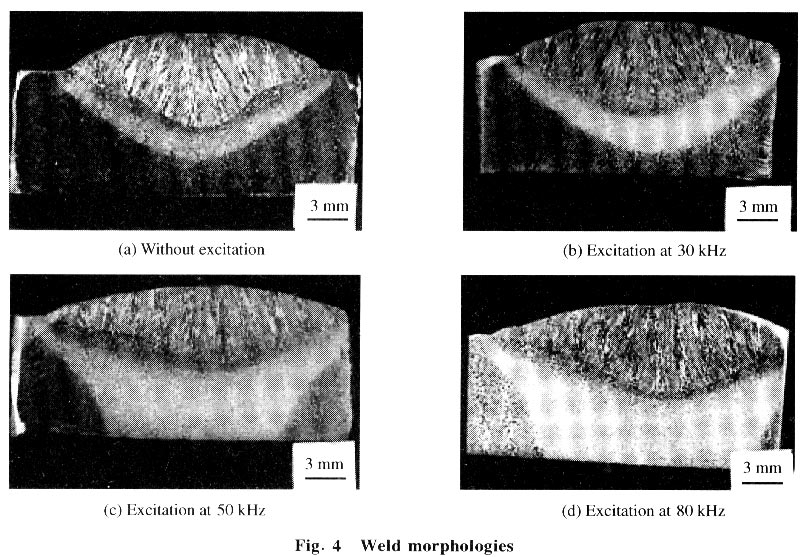
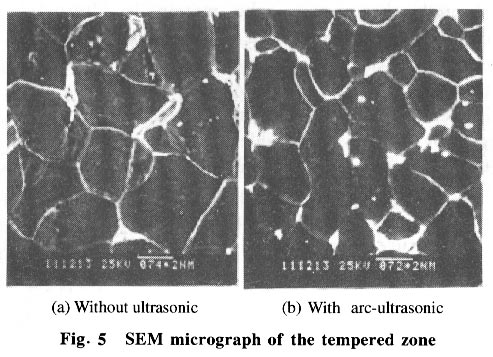
Tsinghua Science and Technology, December 2001, 6(5), pp. 475-478 Improving Weld Quality by Arc-Excited Ultrasonic Treatment* ZHANG Chunlei Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China * Supported by the National Natural Science Foundation of China (No. 59775061) Received: 2000-05-22; revised: 2001-05-23 Code Number: ts01099 Abstract: Ultrasonic treatment of the solidifying metal is a promising method for improving the quality of fusion welding. A method to combine the ultrasonic waves to the welding process using arc-excited ultrasonic emission, called arc-ultrasonic, was high frequency modulation of the arc-plasma. The effects of arc-ultrasonic on the weld including the fusion zone, the partially melted zone and the heat-affected zone are described. The arc-ultrasonic energy changes the weld microstructure. In the fusion zone, the primary dendrite arm spacing decreases significantly and more acicular ferrite appears. In the partially melted zone, a large amount of fine grains appear. In the heat-affected zone, the width of the tempered zone increases with increasing modulation frequency and the microstructure is refined. The results show that arc-ultrasonic is a new and effective way for improving weld quality. Key words: arc-ultrasonic; fine grain; fusion zone; partially melted zone; heat-affected zone Introduction Fine grains help reduce the susceptibility of the weld metal to solidification cracking during welding and improve the mechanical properties of the weld, for example, the ductility and the fracture toughness. Therefore, much effort has been made to refine the grains in the weld. Grain-refining techniques originally developed for casting[1,2] have been used. Magnetic stirring[3] and low frequency arc oscillation[4,5] have also been used during the welding process. Tewari[6] applied mechanical vibrations (0 -300 Hz) to the solidifying metals to improve the fusion welding quality, and concluded that increased frequencies provided better grain size reduction than increased amplitudes, but the mechanical vibration frequency can not be too high, and ultrasonic waves are considered as a better method to refine the grains. There are many ways to generate ultrasound, with the most common being piezoelectric transducers. There must be some medium (typically fluid couplant) to transmit (or couple) the ultrasound from the transducer to the sample. Since there is no suitable fluid couplant for use above 500°C, piezoelectric transducers can not be used over a sufficiently wide temperature range for all applications, especially welding processes. In addition, as the weld moves, the ultrasonic field changes since the ultrasonic transducer can not be easily moved with the torch. Consequently, up to now, there is no appropriate way to deliver ultrasonic vibration to the welding process in practice. Wu[7] et al. developed an arc-excited ultrasonic, arc-ultrasonic, where the arc acts not only as a thermal source, but also as an ultrasonic emission mechanism. The present study describes the use of arc-ultrasonic in the welding process. The experimental results show that arc-ultrasonic significantly influences the whole weld including the fusion zone, the partially melted zone, and the heat-affected zone (HAZ). 1 Experimental The welding circuit arc can be considered as a dynamic resistance with no frequency restriction within the ultrasonic spectrum. Ultrasonic waves were excited in the welding circuit with the experimental system shown in Fig.1. An electronic excitation source was coupled with a conventional welding power supply used in various welding systems including submerged arc welding (SAW) and CO2 gas-shielded arc welding. The exciting device is a switched electronic circuit with a wide frequency response range from 1 kHz to 1 MHz. The experiments used modulation frequency ranges from 1 kHz to 200 kHz. The square wave signal was coupled in parallel with the welding circuit. An industrial PZT AE transducer, a digital oscilloscope and a PC data-collection card were used in the test system. A high frequency response microphone was installed in the testing ground to monitor the acoustic signal. Work pieces of mild steel were welded using stationary and modulated arcs. Test samples were cut to size from the welded work piece. Test specimens were etched by 4% nital and observed under an optical microscope and with scanning electron microscope (SEM). 2 Results and discussion The character and the essential principle of arc-ultrasonic were described by Wu et al[7]. This paper discusses the effects of the arc-ultrasonic on the weld. 3.1 Effect of arc-ultrasonic on the fusion zone Figure 2 shows the fusion zone structure for different conditions. The welding current and voltage were 160 A and 22 V in both cases. The welding speed was 50 cm/min. The modulating current was 15 A and the modulating frequency was 50 kHz. As shown in Fig.2, the grain structure changed considerably. The arc-ultrasonic changed the weld microstructure from lamellar to acicular ferrite (AF). Primary dendrite arm spacing (PDAS) in Fig.2(b) was much less than in Fig.2(a). Moreover, there was more acicular ferrite (AF) with the arc-ultrasonic vibration whereas there was more ferrite with side plates (FSP) without the arc-ultrasonic vibration. As a rule, FSP grows at a higher temperature than AF. The results suggest that the arc-ultrasonic vibration reduced the time when the weld was at high temperature, which supports the observation that the arc-ultrasonic accelerates cooling of the fusion melt. Generally, AF is responsible for the high toughness of the weld. According to Dallam[8], AF is formed intragranularly, resulting in randomly oriented short ferrite needles. This nature, together with its fine grain size, provides the maximum resistance to crack propagation by cleavage, whereas the formation of more FSP is detrimental to weld metal toughness, since these microstructures provide easy crack propagation paths. The effect of the arc-ultrasonic on the fusion zone toughness was evaluated using Charpy U-notch tests of weld metal made with various modulation frequencies and modulation currents. The samples were tested at room temperature according to GB2650-81. The results showed that for all the arc-ultrasonic vibration conditions, the fusion zone toughness was improved by about 6%- 11.2%. The influence of the modulation parameters on the weld was analyzed in detail by Zhang et al[9]. 3.2 Effect of arc-ultrasonic on the partially melted zone The partially melted zone located immediately outside the fusion zone is where the peak temperature during welding is below the liquidus but above 1100°C . Generally, this is dangerous since this region has mainly coarse grains. Figure 3 shows the grain structure of the partially melted zone in two welds made with and without excitation. Examination of the grain structure indicates that the arc-ultrasonic significantly reduces grain size and improves grain refinement. In contrast to the weld made without excitation, a much finer structure was observed when the exciting signal was coupled to the welding circuit. Ultrasonic vibration accelerated heat conduction and changed thermal circle in the weld so that the cooling rate during solidification was increased with ultrasonic treatment, which means that when the metal temperature is above Ac3 the time is shortened, and which reduces the grain size in the partially melted zone. Ultrasonic vibration also has some other effects on the partially melted zone. First, ultrasonic vibration can break the oxides films on the solid/liquid interface during solidification which activate the metal surface where partially melted grains are loosely held together by the liquid films between them. Secondly, ultrasonic vibration strengthens the weld pool convection and causes partially melted grains to detach themselves from the base metal immediately adjacent to the weld pool. Finally, nonlinear pulsation and compression, and surface distortion result in the appearance of impact pulses of pressure and increase the wettability of the solid/liquid inter- face, which stimulates the generation of new nuclei. All of these actions may improve the structure and the properties of the partially melted zone. 3.3 Effect of arc-ultrasonic on HAZ The typical example morphologies for four different cases are shown in Fig.4. The welding current and voltage were 500 A and 30 V in each case. The pictures show that the modulating frequency significantly affects the HAZ with higher modulation frequencies having greater ultrasound effects. Ultrasonic vibration significantly increases heat conduction. When the ultrasonic propagates through the matrix, the matrix is alternately compressed and expanded, which leads to periodic changes of the matrix density. During compression the matrix volume decreases, which leads to a higher temperature. During expansion the matrix volume increases, which leads to a lower temperature. The temperature gradient between the compressing and expanding areas causes heat transfer in the matrix to flow from the higher temperature area to the lower temperature area, which accelerates heat transfer, changes the temperature distribution, and increases the HAZ. As the ultrasonic energy is transferred to the crystal lattice, the mechanical ultrasound energy is transformed into heat energy, and excited electrons move around the system of crystal lattice, transferring energy to neighboring electrons. Since the amplitude of the ultrasonic vibration is biggest along the arc axis and the ultrasound effect is strongest along the same direction, the HAZ along that direction is deepest. Traditionally, narrower HAZ is more desirable, however, ultrasonic vibration enlarges the HAZ. SEM was used to observe the grain refinement in the tempered zone. The tempered zone has the finest grain structure in the HAZ so it has better properties than the matrix. The pictures in Fig.5 show that the average grain size with arc-ultrasonic decreases to about 50% of that without arc-ultrasonic. 4 Conclusions The following conclusions were drawn from the experimental investigation: (1) The fusion zone microstructures were refined with more acicular ferrite, which improved the fusion zone toughness. (2) The arc-ultrasonic also refined the microstructure in the partially melted zone. (3) The arc-ultrasonic frequency had a pronounced effect on the HAZ with reduced grain size and improved grain refinement. (4) Arc-ultrasonic treatment significantly influences the fusion zone, the partially melted zone and the HAZ. This technique shows significant promise for material processing and other engineering applications. References
Copyright 2001 - Tsinghua Science and Technology The following images related to this document are available:Photo images[ts01099f4.jpg] [ts01099f2.jpg] [ts01099f1.jpg] [ts01099f5.jpg] [ts01099f3.jpg] |
| |||||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}